TR
Tungsten Karbür Kaya Delme Aletleri Hakkında Bilmeniz Gereken Her Şey
Sektör Haberleri-Tungsten karbür kaya delme aletleri madencilik, inşaat, taşocakçılığı ve jeoteknik işlerdeki modern sondaj operasyonlarının omurgasını oluşturur. İster açık ocakta graniti patlatıyor olun ister sert kireç taşına temelleri sabitliyor olun, matkabınızın performansı neredeyse tamamen kesme yüzeyindeki karbür takımın kalitesine ve tasarımına bağlıdır. Bu kılavuz, bu araçların nasıl çalıştığından doğru olanı nasıl seçeceğinize ve daha uzun süre çalışmasını sağlayacağınıza kadar bilmeniz gereken pratik her şeyi açıklamaktadır.
Tungsten Karbürü Kaya Delme için Doğru Malzeme Yapan Nedir?
Tungsten karbür (WC), tungsten karbür parçacıklarının metalik bir bağlayıcıyla (en yaygın olarak kobalt) sinterlenmesiyle yapılan kompozit bir malzemedir. Sonuç olarak ortaya, Vickers sertliği 1.400 ile 1.800 HV arasında değişen olağanüstü sert bir malzeme çıkar; bu malzeme onu çelikten çok daha sert hale getirirken, kaya delmenin gerektirdiği tekrarlanan darbe yüklerini absorbe etmeye yetecek kadar sağlamlığı da korur.
Tungstenli karbürü diğer sert malzemelerden ayıran şey, özelliklerinin birleşimidir. Saf seramikler daha serttir ancak darbeli delme için fazla kırılgandır. Takım çeliği daha serttir ancak aşındırıcı kayalara karşı çok çabuk aşınır. Karbür, pratik delmenin gerektirdiği dengeyi sağlar: aşındırıcı aşınmaya karşı dayanıklıdır, basınç yüklemesini iyi idare eder ve farklı kaya türlerine ve delme yöntemlerine uygun belirli geometrilere hassas bir şekilde taşlanabilir.
Kobalt bağlayıcı içeriği karbür formülasyonundaki en önemli değişkenlerden biridir. Daha yüksek bir kobalt yüzdesi (%12-16) dayanıklılığı ve darbe direncini artırarak onu kırık veya heterojen kayalar için uygun hale getirir. Daha düşük bir kobalt içeriği (%6-8), kuvarsit veya kumtaşı gibi homojen, oldukça aşındırıcı oluşumlara uygun, daha sert, aşınmaya daha dayanıklı bir kalite üretir. Formasyonunuz için yanlış kaliteyi seçmek, erken takım arızasının yaygın bir nedenidir.
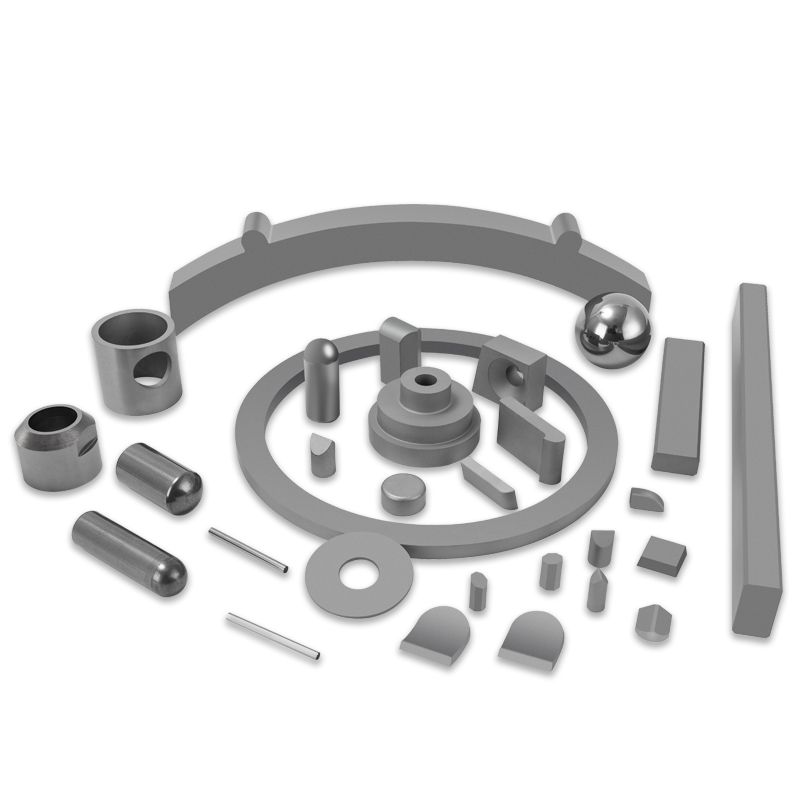
Ana Tungsten Karbür Kaya Delme Aletleri Çeşitleri
"Tungsten karbür kaya delme aletleri" terimi geniş bir ürün ailesini kapsamaktadır. Uygulamanıza özel takım tipini anlamak verimli delmeye yönelik ilk adımdır.
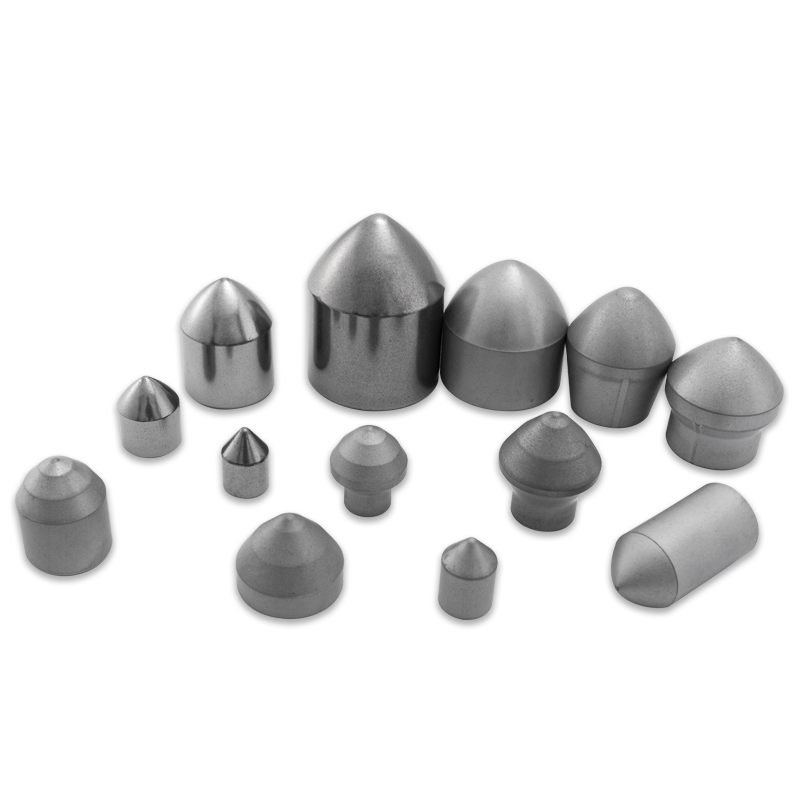
Düğme Uçları
Düğmeli uçlar, yer üstü ve yer altı madencilikte en yaygın kullanılan karbür delme aletidir. Küresel veya balistik şekilli karbür uçlar, matkap yüzünün tamamını kaplayacak şekilde tasarlanmış bir desenle çelik bir gövdeye presle takılır. Düğmeli uçlar, döner-darbeli sondaj sistemlerinde kullanılır ve her biri farklı kaya koşullarına uygun düz yüzeyli, dışbükey (kubbe) ve içbükey konfigürasyonlarda mevcuttur.
- Küresel düğmeler: Sert, aşındırıcı kayalar için en iyisi; maksimum aşınma direnci.
- Balistik (parabolik) düğmeler: Orta-sert kayalarda daha iyi nüfuz etme oranı; ROP'un öncelikli olduğu durumlarda önerilir.
- Oval düğmeler: Karışık sertlikte oluşumlarda yaygın olan, balistik ve küresel arasında bir uzlaşma.
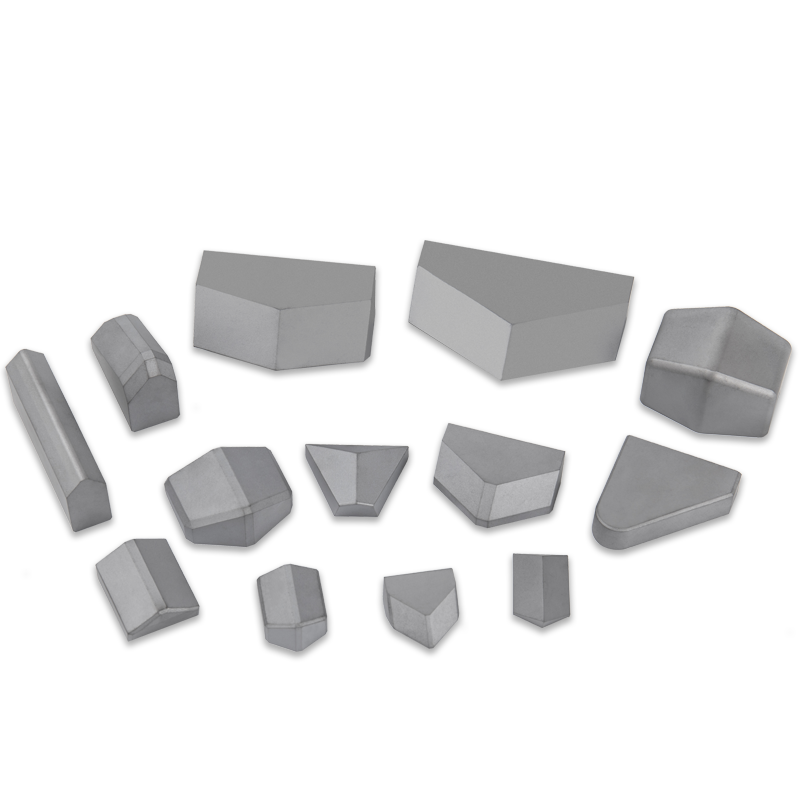
Çapraz Bitler ve X-Bitler
Çapraz uçlar, çelik bir gövdeye lehimlenmiş çapraz veya X deseninde düzenlenmiş dört karbür kanattan oluşur. Yumuşak ve orta sertlikte kayalarda jackleg delme ve drifter delme gibi hafif darbeli sondajlarda yaygın olarak kullanılırlar. Çapraz uçların üretimi ve yeniden taşlanması daha basittir, bu da onları oluşum koşullarının nispeten tutarlı olduğu uygulamalar için ekonomik kılar. Bununla birlikte, oldukça aşındırıcı oluşumlarda düğmeli uçlardan daha hızlı aşınırlar.
Keski Uçları
Keski uçları, doğrusal kesme konfigürasyonunda tek bir karbür kesici uç veya sert lehimli karbür şerit kullanır. Öncelikle daha küçük çaplı el tipi darbeli matkaplar, inşaat ankrajı delme ve ikincil kırma için kullanılırlar. Basit geometrileri, daha yumuşak kayalar ve daha küçük delik çaplarıyla sınırlı olmalarına rağmen, onları ucuz ve yeniden keskinleştirmeyi kolaylaştırır.
Karbür Uçlu Tricone Silindir Uçları
Büyük patlatma delikleri ve petrol ve gaz uygulamalarına yönelik döner sondajlarda tricone uçları, dönen konilerin çelik dişlerine preslenen tungsten karbür uçları kullanır. Koniler kaya yüzeyinde yuvarlandıkça, ekler formasyonu ezer ve ufalar. Kesici uç geometrisi, sert kayalar için küt yarım küre şekillerden, yumuşak oluşumlar için uzun keski şekillerine kadar çeşitlilik gösterir. Bunlar yüksek maliyetli aletlerdir ancak büyük çaplı döner uygulamalarda mükemmel penetrasyon oranları sunarlar.
DTH (Delikten Aşağı) Çekiç Uçları
DTH uçları, vurmalı mekanizmanın sondaj teli boyunca ilerleyerek ucu doğrudan kaya yüzeyine çarptığı, delik dibi çekiç sistemleriyle kullanılmak üzere tasarlanmış özel bir düğme ucu türüdür. Bu, enerji kaybını en aza indirir ve derin delikler ve sert kayalar için DTH sondajını olağanüstü verimli hale getirir. DTH uçlarının karbür düğme düzeni ve yüzey geometrisi, çekiç işleminin yüksek frekanslı, yüksek enerjili etkileri için özel olarak tasarlanmıştır.
Doğru Karbür Kaya Delme Aleti Nasıl Seçilir
Doğru tungsten karbür matkap aletini seçmek, aletin özelliklerinin dört temel değişkenle eşleştirilmesini gerektirir: kaya türü, delme yöntemi, delik çapı ve çalışma koşulları. Bu eşleşmenin doğru yapılması penetrasyon oranını, takım ömrünü ve delinen metre başına maliyeti doğrudan etkiler.
| Kaya Türü | Önerilen Alet Türü | Karbür Kalitesi |
| Yumuşak (kireçtaşı, kömür, şeyl) | Keski ucu veya çapraz bit | Yüksek kobalt (sert kalite) |
| Orta (granit, bazalt) | Düğme ucu (balistik uçlar) | Orta kobalt (dengeli derece) |
| Sert ve aşındırıcı (kuvarsit, çört) | Düğme biti (küresel uçlar) veya DTH biti | Düşük kobalt (aşınmaya dayanıklı kalite) |
| Kırık / değişken oluşum | Çapraz uç veya sağlam düğme ucu | Yüksek kobalt (darbeye dayanıklı) |
| Derin delik döner (büyük çap) | Karbür uçlu tricone silindir ucu | Formasyon sertliğine uygun |
Kaya türünün ötesinde, kullanılan sondaj sistemini de göz önünde bulundurun. Döner darbeli delme (üstten çekiç), 30-40 metreye kadar derinliklerde standart düğmeli uçlarla en iyi performansı gösterir. DTH sistemleri, uzun çubuk dizileri aracılığıyla enerji aktarımının aksi takdirde verimliliği azaltacağı daha derin deliklerin yerini alır. Tamamen döner sistemler, oluşumun basınç dayanımına bağlı olarak ekleme uçları veya sürükleme uçları gerektirir.

Karbür Matkap Takımlarını Değerlendirirken Temel Kalite Göstergeleri
Hepsi değil tungsten karbür kaya delme aletleri eşit yaratılmıştır. Farklı üreticilerin ürünlerini karşılaştırırken veya yeni takımlar tedarik ederken en önemli kalite göstergeleri şunlardır:
- Karbür tane boyutu: İnce taneli karbür (mikron altı) daha yüksek sertlik ve aşınma direnci sağlar. Daha kaba tanecik yapıları dayanıklılığı artırır ancak aşınma direncinden ödün verir.
- Prese geçirme toleransını ekleyin: Düğme uçları için, kesici uç ile çelik gövde arasındaki sıkı geçme kritik öneme sahiptir. Gevşek bir uyum kesici uç kaybına neden olur; aşırı sıkı geçme, presleme sırasında karbürün çatlamasına neden olur.
- Çelik gövde kalitesi: Matkap çeliği gövdesi, tekrarlanan darbeler altında yorulma çatlamasına karşı koyacak kadar sağlam olmalıdır. İşleme sonrasında yüzeyi sertleştirilen düşük alaşımlı çelikler, servis ömrü açısından yumuşak çelik gövdelerden daha iyi performans gösterir.
- Geometri tutarlılığı ekleyin: Uçların düzgün geometriye ve yüzey kalitesine sahip olması gerekir. Düğme yüksekliğindeki veya konumundaki tutarsızlıklar, ön yüzde eşit olmayan bir yük oluşturur ve açıkta kalan uçlardaki aşınmayı hızlandırır.
- Yıkama deliği tasarımı: Uç yüzündeki yeterli ve iyi konumlandırılmış yıkama kanalları, kesiklerin temizlenmesi ve karbürün soğutulması için çok önemlidir. Tıkalı veya küçük boyutlu yıkama portları penetrasyon oranını azaltır ve ısıya bağlı karbür bozulmasını artırır.
Karbür Delme Takımlarınızın Hizmet Ömrünü Nasıl Uzatırsınız?
Tungsten karbür kaya delme aletleri, sondaj sarf malzemesi maliyetlerinin önemli bir bölümünü oluşturur. Disiplinli takım yönetimi ve operasyonel uygulamalar, hizmet ömrünü önemli ölçüde uzatabilir ve metre başına maliyeti azaltabilir.
Düğme Uçlarının Plana Göre Yeniden Bilenmesi
Düğme ucun yeniden taşlanması, karbür takım yönetiminde en uygun maliyetli uygulamalardan biridir. Düğmeler aşındıkça üst kısımlarında nüfuz etme oranını azaltan ve delinen metre başına enerji girdisini artıran düz aşınma düzlükleri oluşur. Yeniden taşlama, aşınma düzlükleri çok büyük hale gelmeden önce orijinal düğme profilini geri yükler. Temel kural, aşınma düzlüğü çapı düğme çapının %30-40'ına ulaştığında yeniden taşlamaktır. Çok uzun süre beklemek, yeniden taşlama döngüsü başına daha fazla karbürün çıkarılması gerektiği anlamına gelir, bu da uç kullanımdan kaldırılmadan önceki toplam yeniden taşlama döngüsü sayısını kısaltır.
İlerleme Kuvveti ve Darbe Enerjisinin Formasyonla Eşleştirilmesi
Yumuşak kayada aşırı ilerleme kuvveti veya darbe basıncı uygulamak, karbür çatlamasının ve kesici uç kaybının yaygın bir nedenidir. Karbür, kayayı darbe yoluyla ezmek için tasarlanmıştır; eğer delme, kesimlerin temizlenmesi için çok hızlıysa, matkap ucu tek tek kesici uçlar üzerinde baskı oluşturabilir ve stresi yoğunlaştırabilir. Beslemeyi, dönme hızını ve darbe enerjisini formasyonun basınç dayanımıyla eşleştirin. Çoğu sondaj makinesi üreticisi, belirli kaya sınıfları için önerilen çalışma parametrelerini sağlar.
Yeterli Yıkamanın Sağlanması
Erken karbür takım arızalarının önemli bir kısmından yetersiz yıkama sorumludur. Tahliye edilmeyen kesimler deliğin tabanına sıkışır ve kaya kırıntılarının matkap yüzeyine yeniden taşlanmasına neden olarak aşınmayı hızlandırır. Havayla temizleme için minimum sondaj hava hızının 15–20 m/s olmasını sağlayın. Su veya köpükle yıkama için, açılan delik çapına uygun yeterli akış hızı sağlayın. Uçlardaki yıkama bağlantı noktalarını düzenli olarak inceleyin ve temizleyin; kısmi tıkanıklık bile temizleme etkinliğini önemli ölçüde azaltır.
Uygun Depolama ve Taşıma
Tungsten karbür serttir ancak darbeden kaynaklanan hasarlara karşı dayanıklı değildir. Uçların sert yüzeylere düşürülmesi veya birbirlerine çarpacakları kutularda gevşek bir şekilde saklanması, karbür uçların daha hizmete girmeden önce kırılmasına neden olur. Uçları dikey olarak özel raflarda veya bölücülerle korumalı kaplarda saklayın. Matkap yüzeyine gidip gelmek için alet kutusunda taşımak yerine alet çantalarında taşıma yapın.
Yaygın Arıza Modları ve Size Söyledikleri
Aşınmış veya arızalı tungsten karbür kaya delme takımlarını incelemek size takım seçiminin, matkap kurulumunun veya operasyonel uygulamaların değişmesi gerekip gerekmediği konusunda çok şey anlatır. İşte en yaygın arıza kalıpları ve nedenleri:
- Tüm düğmelerde eşit düzeyde aşınma: Normal aşınma aşınması — alet uygun şekilde kullanılmış. Yeniden taşlama işlemine devam edin.
- Çatlak veya kırık düğmeler: Genellikle formasyon için aşırı darbe enerjisini, yanlış karbür kalitesini (çok kırılgan) veya bir boşluk veya arıza bölgesine sondaj yapılmasını gösterir. Daha tok bir karbür kalitesine geçmeyi düşünün.
- Düğme kaybı (boş yuvalar): Yetersiz presleme, çelik soketteki yorulma çatlaması veya kesici uçların yanal kuvvet altında dışarı çekilmesine neden olan geri çekilme olaylarından kaynaklanır. Çelik gövdeyi soket çatlaması açısından inceleyin.
- Düzensiz aşınma (gösterge düğmeleri daha hızlı aşınır): Delik çok büyük olduğunda, ucun kaymasına ve gösterge düğmelerinin orantısız şekilde yüklenmesine izin verildiğinde yaygındır. Hizalamayı ve dengeleyicinin durumunu kontrol edin.
- Düğmelerde ısı kontrolü veya yüzey çatlaması: Yetersiz yıkamadan kaynaklanan termal yorgunluğu belirtir. Karbür aşırı ısınır ve hızlı sıcaklık döngüsü nedeniyle çatlar. Yıkama akışını iyileştirin ve engellenen bağlantı noktalarını kontrol edin.
- Çelik gövdenin aşınması veya yıkanması: Yıkama ortamı, karbür uçların etrafındaki çeliği doğrudan keser. Aşındırıcı parçacıkların devridaiminden kaynaklanır. Yıkama portu konumunu ve kesilenlerin tahliyesini gözden geçirin.
Karbür Kaya Delme Takımlarının Kritik Olduğu Endüstri Uygulamaları
Tungsten karbür matkap uçları ve kesici uçlar, her biri takım tasarımını ve malzeme seçimini etkileyen özel gereksinimlere sahip çok çeşitli endüstrilerde kullanılmaktadır.
- Yüzey madenciliği ve taşocakçılığı: Açık ocak operasyonlarında patlatma deliği delmek için büyük çaplı düğme uçları ve DTH uçları kullanılır. Matkap çapları genellikle 89 mm ile 311 mm arasında değişir ve takım ömrü, ton başına patlatma maliyetiyle doğrudan bağlantılı olarak uç başına metre cinsinden ölçülür.
- Yeraltı sert kaya madenciliği: Daha küçük çaplı düğmeli uçlar ve çapraz uçlar sürüklenme, durdurma ve üretim sondajında kullanılır. Yeraltı koşulları karmaşıklığı artırır; sınırlı erişim, kısıtlı havalandırma ve hızlı uç değiştirme ihtiyacı, daha uzun ömürlü karbür takımların değerini artırır.
- Sivil inşaat ve tünel açma: Karbür matkap uçları kaya cıvatası montajı, ön bölmeli delme ve tünel yüzlerinin ilerisinde keşif amaçlı karot alma için kullanılır. Takım güvenilirliği, beklenmedik ekipman arıza sürelerinin proje programlarını ve işçi güvenliğini etkilediği bu uygulamalarda özellikle önemlidir.
- Su kuyusu ve jeotermal sondajı: Karbür uçlu DTH çekiç uçları, sert kaya oluşumlarında su kuyusu delmek için yaygın olarak kullanılır. Bu uygulamalar, bit başına yüksek ölçüm çıkışı ve sık sık bit değişimi olmadan değişen formasyonlarda güvenilir performans gerektirir.
- Petrol ve gaz arama: Tungsten karbür uçlu tricone uçları, petrol ve gaz kuyularındaki sert ve aşındırıcı oluşumları deler. Bu uygulamalarda uç maliyeti, günlük teçhizat süresi maliyetiyle karşılaştırıldığında küçük bir faktördür; bu da karbür kesici uç kalitesini ve uç dayanıklılığını çok önemli hale getirir.
Tungsten Karbür Kaya Delme Aletlerini Tedarik Ederken Nelere Dikkat Edilmeli?
Karbür delme takımlarına yönelik küresel pazar, birinci sınıf Avrupalı ve Kuzey Amerikalı üreticilerden çok çeşitli Asyalı tedarikçilere kadar uzanmaktadır. Fiyat farkları önemlidir, ancak takım değerini değerlendirmek için doğru ölçüm, satın alma fiyatı değil, delinmiş metre başına maliyettir.
Tedarikçileri değerlendirirken tane boyutu, kobalt içeriği, sertlik (HRA veya HV) ve enine kopma mukavemeti (TRS) dahil olmak üzere sertifikalı karbür kalitesi özelliklerini isteyin. Saygın üreticiler bu değerleri sağlar ve formasyonunuz için özel kaliteler önerebilir. Benzer jeolojik koşullardaki operasyonlardan saha testi verilerini veya referanslarını talep edin. Maliyeti %20 daha fazla olan ancak bit başına %50 daha fazla metre delebilen bir matkap net değer sağlar; ancak bir tedarikçiye taahhütte bulunmadan önce bu iddiayı doğrulamak için verilere ihtiyacınız vardır.
Ayrıca satış sonrası desteği de göz önünde bulundurun: yeniden bileme hizmetlerinin veya ekipmanının mevcudiyeti, yedek takımların teslimat süreleri ve arıza türlerinin giderilmesi için teknik destek. Uzak lokasyonlardaki operasyonlar, özellikle bölgesel stoklama ve hızlı lojistiğe sahip tedarikçilerden yararlanır, çünkü sondajın durdurulması için takımlamanın beklenmesi, bit fiyatındaki herhangi bir tasarruftan çok daha fazla maliyete neden olabilir.
Ürünlerimiz //
İlgili Ürünler