TR
Tünel Açma Makineleri için Tungsten Karbür Uçlar: Nedir ve Neden Önemlidir
Sektör Haberleri-Tünel Açmada Tungsten Karbür Uçların Rolü
Tünel açma makinelerine yönelik tungsten karbür kesici uçlar, tünel yüzeyindeki kaya ve toprak oluşumlarının kırılmasından, kazınmasından ve ayrıştırılmasından sorumlu olan birincil kesme elemanlarıdır. Sert veya karışık zemin koşullarında tünel ilerlemesinin her metresi, bu kesici uçların kesme geometrilerini koruma, aşındırıcı aşınmaya direnme ve dönen kesici kafanın derinlikteki kayaya temas etmesi durumunda oluşan muazzam darbe ve sıkıştırma kuvvetlerini absorbe etme becerisine bağlıdır. Karbür kesici uçlar uygun şekilde belirlenip bakımı yapılmadığında penetrasyon oranları keskin bir şekilde düşer, kesici tüketimi artar ve tüm tünel açma projesinin ekonomisi hızla kötüleşir.
Eklerin kendisi kompakt bileşenlerdir (kritik boyutları genellikle birkaç milimetreden birkaç santimetreye kadar değişir), ancak olağanüstü yüksek düzeyde hassasiyetle tasarlanmıştır. Tungsten karbür kalitesi, bağlayıcı içeriği, tane boyutu, kesici uç geometrisi ve lehimleme veya presle oturtma montaj sisteminin tümü, kesici uç üreticisinin belirli kesme uygulaması için optimize ettiği değişkenlerdir. Kireçtaşında iyi performans gösteren bir karbür kesici uç özelliği, granit veya kuvarsitte zamanından önce aşınacak veya kırılacaktır; bunun tersi de geçerlidir. Durumun neden böyle olduğunu ve doğru spesifikasyon seçiminin nasıl yapılacağını anlamak, etkili TBM takım tedarikini sahadaki pahalı deneme yanılma yönteminden ayıran pratik bilgidir.
Tungsten Karbür Nedir ve TBM Kesici Takımlarda Neden Kullanılır?
Tungsten karbür (WC), saf sinterlenmiş formunda, mevcut en sert mühendislik malzemelerinden biri olan, ticari olarak pratik kesici takım malzemeleri arasında elmas ve kübik bor nitrürden sonra ikinci sırada yer alan, tungsten ve karbondan oluşan kimyasal bir bileşiktir. TBM kesici uçlar için kullanılan semente karbür ürünlerde, tungstenli karbür taneleri, 1300°C'nin üzerindeki sıcaklıklarda presleme ve sıvı faz sinterlemesini içeren bir toz metalurjisi işlemi yoluyla metalik bir bağlayıcıyla (neredeyse evrensel olarak kobalt (Co), ancak nikel ve nikel-krom bağlayıcılar belirli korozyona dirençli sınıflarda kullanılır) birbirine bağlanır.
Sonuç, sert WC taneciklerinin aşırı sertlik ve aşınma direnci sağladığı, kobalt bağlayıcı matrisin ise darbe altında kırılmaya karşı dayanıklılık ve direnç sağladığı kompozit bir malzemedir. Kritik içgörü, semente karbürde sertlik ve tokluğun gerilimde mevcut olduğudur; birinin arttırılması genellikle diğerinin pahasına olur. Düşük kobalt içeriğine ve ince tane boyutuna sahip kaliteler daha sert ve aşınmaya daha dayanıklı ancak daha kırılgandır; daha yüksek kobalt içeriğine ve daha iri tane boyutuna sahip kaliteler daha tok ve darbeye daha dayanıklıdır ancak aşındırıcı koşullarda daha hızlı aşınır. Bir TBM karbür kesici uç için doğru kaliteyi seçmek, belirli kaya türü, oluşum aşındırıcılığı ve ilgili kesme mekanizması için bu sertlik-tokluk dengesi üzerinde optimum konumu bulmak anlamına gelir.
Özellikle TBM uygulamaları için semente karbür tüm pratik alternatiflerden daha iyi performans gösterir. Çelik uçlar, kabul edilebilir penetrasyon hızlarında aşındırıcı kaya aşınmasına direnecek sertliğe sahip değildir. Seramikler rekabetçi sertlik sunar ancak tünel yüzeyindeki darbe yüklemesine dayanmak için yetersiz kırılma dayanıklılığına sahiptir. Elmas uçlu takımlar belirli yüksek değerli uygulamalarda kullanılır ancak tam bir TBM kesici kafada gereken kesme elemanlarının hacmi için pratik değildir. Semente karbürün endüstriyel ölçekte sertlik, tokluk, termal stabilite ve üretilebilirlik kombinasyonu, onu küresel tünelcilik endüstrisinde sert kaya ve karışık zemin TBM kesici uçları için standart çözüm haline getiriyor.
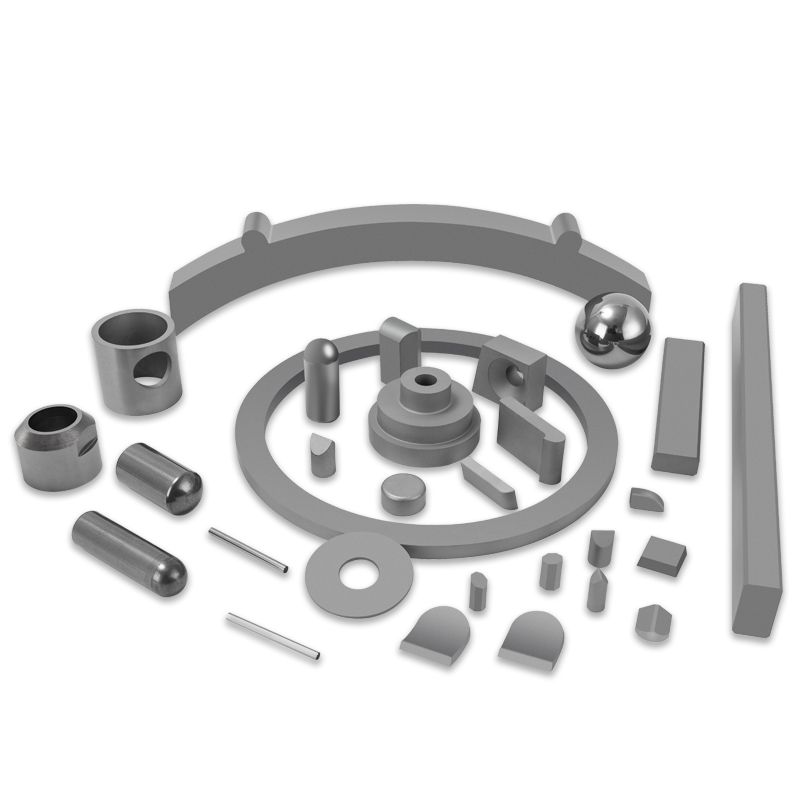
TBM Karbür Uç Çeşitleri ve İşlevleri
TBM kesici kafadaki tungsten karbür kesici uçların tümü aynı işlevi yerine getirmez. Kesici kafa, her biri kaya kırma ve malzeme kaldırma prosesinde belirli bir görevi gerçekleştirmek üzere konumlandırılmış farklı takım türlerinden oluşan karmaşık bir düzenektir. Bu kesici uç tipleri arasındaki farkları anlamak, her konum için doğru karbür kalitesini ve geometrisini belirlemek açısından temel önem taşır.
Disk Kesici Uçlar
Disk kesiciler sert kaya TBM'lerindeki birincil kesme aletleridir. Disk kesici, kesici kafa döndükçe serbestçe dönmesine izin veren bir göbek düzeneği üzerine monte edilmiş bir çelik halkadan (disk) oluşur. Disk kenarı kaya yüzeyine temas eder ve doğrudan kesme yerine yuvarlanan bir girinti mekanizması yoluyla çekme kırıkları oluşturur. Disk kesici uygulamalarındaki tungsten karbür kesici uçlar tipik olarak disk halkası kenarına gömülür veya kompozit disk tasarımlarında temas kenarı malzemesi olarak kullanılır. Bu eklentiler, kaya temas noktasındaki yüksek basınç gerilimlerine, tekrarlanan darbe döngülerinden kaynaklanan yorulma yüklemesine ve kaya matrisindeki sert minerallerden (özellikle kuvars) kaynaklanan aşındırıcı aşınmaya karşı dayanıklı olmalıdır. Orta kobalt içerikli (%8-12 Co) ve ince ila orta tane boyutuna sahip kaliteler, sert kaya uygulamalarındaki disk kesici uçlar için yaygın olarak belirtilir.
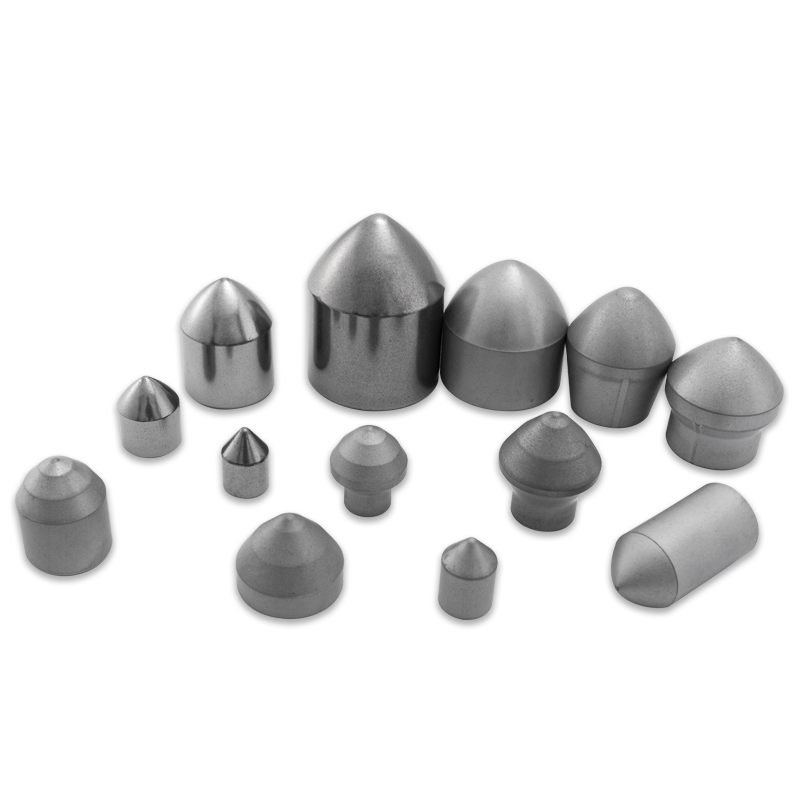
Sürükleme Araçları için Düğme ve Saplama Ekleri
Yumuşak ila orta sertlikte zemin ve karışık yüzey koşullarında, TBM'ler, formasyonu kazıma veya kesme hareketiyle birleştiren tungsten karbür düğme veya saplama uçları ile donatılmış sürükleme aletlerini (kazma, kazıyıcı ve mastar kesiciler) kullanır. Düğme ekleri, çelik alet gövdesine bastırılarak takılan yarım küre veya balistik profilli karbür şekillerdedir; Saplama ekleri, sertleştirilmiş uçlu silindirik saplardır ve ayrıca hazırlanmış yuvalara presle takılmış veya lehimlenmiştir. Bu kesici uçlar, disk kesici uçlara göre daha düşük basınç yüklerine maruz kalır ancak daha yüksek yanal kesme kuvvetlerine ve karışık kaya-toprak temaslarından kaynaklanan daha değişken darbelere maruz kalır. Daha yüksek kobalt içeriğine (%12-16 Co) ve daha iri tane boyutuna sahip kaliteler, daha sert düşük kobaltlı kalitelere göre bir miktar aşınma direnci pahasına, bu yükleme koşulları altında kırılmaya karşı direnç için gereken tokluğu sağlar.
Gösterge ve Gösterge Kesici Uçları
Mastar kesiciler, TBM kesme kafasının dış çevresine konumlandırılır ve tünel profilini gerekli çapta keser. En yüksek kesme hızlarının (dönme başına en büyük çevresel mesafeyi kat ettikleri için) ve profil düzensizliklerinden ve tünel sınırındaki karışık zemin koşullarından kaynaklanan önemli darbe yükünün bir kombinasyonunu yaşarlar. Mastar kesici uçlar, kesici kafadaki en şiddetli aşınma koşullarına maruz kalır; bu nedenle, genellikle daha tok kalitelerde veya ucun değiştirilmesi gerekmeden önce aşınmaya direnmek için daha fazla karbür hacmi sağlayan daha büyük uç boyutlarıyla belirtilirler.
Çark ve Tel Uç Uçları
Yumuşak zemin veya karışık yüzey koşullarında çalışan EPB (Toprak Basıncı Dengesi) ve çamurlu TBM'lerde, kesici kafa jant telleri ve döner çark açıklıkları, gevşemiş malzeme makineye alınırken çelik yapıyı aşındırıcı aşınmadan koruyan karbür uçlu aşınma elemanlarıyla donatılmıştır. Bu aşınmaya karşı koruma ekleri genellikle kaya parçalarının ve çamur akışındaki sert kalıntıların neden olduğu darbelere direnen yüksek tokluk derecelerinde belirtilir ve kesici kenar keskinliğinden ziyade yapısal bütünlüğe öncelik verilir.
Kaya Türüne ve Aşındırıcılığa Göre Karbür Kalitesi Seçimi
Tünel yüzeyindeki jeolojik koşullar, karbür uç kalitesi seçiminde temel etkendir. Cerchar Aşındırıcılık İndeksi (CAI) ve LCPC aşındırıcılık ölçer testi gibi standartlaştırılmış testlerle ölçülen kaya aşındırıcılığı, karbür uçların aşınacağı oranı ve darbe yüklemesi altında yıkıcı kırılma olasılığını doğrudan tahmin eder. Uç kalitesinin kaya aşındırıcılığına uygun hale getirilmesi, TBM karbür uç spesifikasyonunda en önemli tek karardır.
| Kaya Türü | Tipik CAI Aralığı | Önerilen Ortak İçerik | Tane Boyutu | Birincil Aşınma Mekanizması |
| Kireçtaşı / Mermer | 0,1–0,5 | %10–14 | Orta | Düşük aşınma; kırılma düzlemlerinden gelen darbe |
| Kumtaşı | 0,5–2,5 | %8-12 | İyi ila orta | Kuvars tanelerinden orta derecede aşınma |
| Granit | 2,0–4,5 | %6–10 | iyi | Yüksek aşınma; yorulma çatlaması |
| Kuvarsit | 3,5–6,0 | %6–9 | Ultra inceden inceye | Şiddetli aşınma; mikro çipleme |
| Bazalt / Dolerit | 1,5–3,5 | %8-12 | İyi ila orta | Sert kalıntılardan kaynaklanan aşınma ve darbe |
| Karışık yüz / Buzul kadar | Değişken | %12–16 | Orta to coarse | Kaldırım taşlarından darbe kırığı; değişken aşınma |
Yaklaşık 2,0 olan CAI eşiği, karbür kalitesi seçiminde pratik bir karar noktasıdır. Bu değerin altında, orta tane boyutuna sahip daha yüksek kobalt içerikli kaliteler, sağlamlık ve aşınma direnci arasında iyi bir denge sağlar. CAI 2.0'ın üzerinde, yüksek kobalt kalitelerinin aşındırıcı aşınma oranı ekonomik olmaktan çıkar ve spesifikasyon, daha düşük kobalt içeriğine, bir miktar tokluk pahasına sertliği koruyan daha ince taneli kalitelere doğru kaymalıdır. CAI 4.0'ın üzerindeki oluşumlarda (aşırı kuvarsit ve bazı aşındırıcı konglomeralar) birinci sınıf ince taneli, düşük kobaltlı kaliteler bile hızla aşınır ve kesici uç değiştirme sıklığı, kaçınılabilir bir maliyetten ziyade bir proje planlama faktörü haline gelir.
Uç Geometrisi ve Kesme Performansına Etkisi
Tungsten karbür TBM kesici ucun geometrisi (profil şekli, uç açısı ve boyutsal oranlar), kaya yüzeyine nasıl bağlanacağını, karbür gövde içindeki gerilimi nasıl dağıtacağını ve kesici uç aşındıkça performansının nasıl gelişeceğini belirler. Geometri optimizasyonu kesici uç ömrünün ve kesme verimliliğinin maksimuma çıkarılmasında kalite seçimi kadar önemlidir.
Yarım Küre Düğme Ekleri
Yarı küresel profil, yumuşak ila orta sertlikteki zeminlerde sürükleme aracı düğme ekleri için en yaygın geometridir. Yuvarlatılmış uç, temas gerilimini geniş bir yüzey alanına eşit şekilde dağıtarak, daha keskin bir profilde kırılmaya neden olabilecek tepe gerilim konsantrasyonlarını azaltır. Yarım küre aşındıkça geometrisi kademeli olarak gelişir; kısmen aşınmış bir yarım küre hala işlevsel bir kesme profilidir; bu da kesici ucun, değiştirilmesi gerekmeden önce hacminin önemli bir bölümünde performans göstermeye devam ettiği anlamına gelir. Sert kayadaki yarı küresel profilin ana sınırlaması, daha keskin profillerle karşılaştırıldığında aynı girinti derinliğini elde etmek için daha yüksek delme kuvvetleri gerektirmesidir; bu da delme kuvvetinin sınırlayıcı faktör olduğu formasyonlarda kesme verimliliğini azaltır.
Balistik ve Konik Profiller
Balistik kesici uçların sivri uçlu bir uç profili vardır; uç kısmı yuvarlatılmıştır ancak yarımküreden daha dik bir açıyla daha silindirik bir gövdeye geçiş yapar. Bu geometri, temas gerilimini yarıküreden daha etkili bir şekilde yoğunlaştırarak, uygulanan aynı kuvvetle daha sert kayalara nüfuz etmeyi artırır, ancak yanal olarak darbe alındığında veya sert kalıntılar içeren formasyonlarda kullanıldığında kırılmaya daha duyarlıdır. Tanımlanmış bir uç açısına sahip konik kesici uçlar, penetrasyon verimliliği avantajını daha da artırır ancak standart profiller arasında kırılmaya en yatkın olanıdır. Konik ve balistik TBM karbür kesici uçlar genellikle kesme verimliliğinin öncelikli olduğu ve darbe yükünün öngörülebilir ve yönetilebilir olduğu formasyonlar için belirtilir.
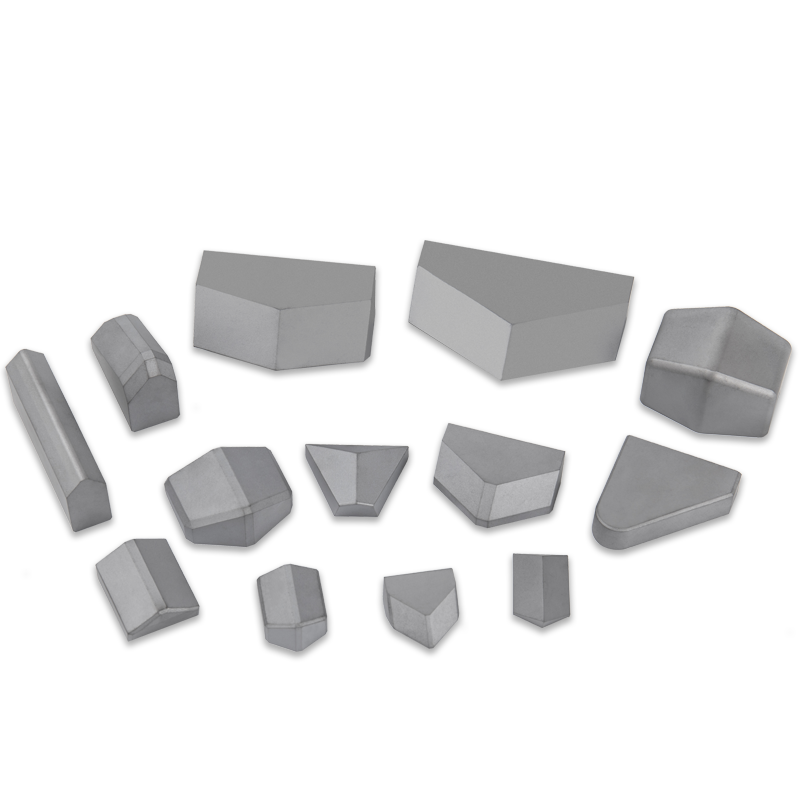
Keski ve Takoz Profilleri
Keski profilli kesici uçlar, kaya yüzüne noktasal temas yerine doğrusal bir kesme kenarı sunar. Bu geometri, yumuşak ila orta formasyonların kesilmesi ve kazınması için etkilidir ve tanımlanmış bir kesme geometrisinin gerekli olduğu ölçü kesici ve profil kesici konumlarında yaygın olarak kullanılır. Keski kenarı, aşındırıcı koşullar altında hızlı bir şekilde düz bir şekilde aşınır ve kesme mekanizmasını kesmeden sürmeye geçirir; bu, gerekli kesme kuvvetini artıran ve kesici uç yüzeyinde daha fazla ısı üreten önemli bir performans değişikliğidir. Bu nedenle keski kesici uç aşınmasının izlenmesi ve düz aşınma eşiğinde veya öncesinde değiştirilmesi, düğme kesici uç geometrilerine göre zaman bakımından daha kritiktir.

Aşınma Mekanizmaları ve Nasıl Tanınır?
Sahada TBM karbür uçlarını etkileyen spesifik aşınma mekanizmasının belirlenmesi, mevcut kesici uç spesifikasyonunun zemin koşullarına uygun olup olmadığının ve müdahalelerin (kalite değişikliği, geometri değişikliği, çalışma parametresi ayarı) performansı iyileştirme ihtimalinin olup olmadığının teşhis edilmesi için başlangıç noktasıdır. Ana aşınma modları görünüş olarak farklıdır ve farklı temel nedenlere sahiptir.
- Aşındırıcı aşınma (düz aşınma): Kayadaki sert mineral tanecikleri ile kesici ucun uç yüzeyinden karbür malzemenin aşamalı olarak uzaklaştırılması, pürüzsüz, düz veya yönlü, aşınmış bir yüzey oluşturur. Bu, aşındırıcı formasyonlarda beklenen aşınma modudur ve kesici ucun, kayanın aşındırıcılığı ve karbür kalitesinin sertliği tarafından belirlenen oranda karbür hacmi tükettiğini gösterir. Düz aşınma oranı beklenenden yüksekse, daha düşük bir kobalt, daha ince taneli kaliteye geçmeyi düşünün; ancak tokluğun mevcut darbe koşulları için yeterli kalmasını sağlayın.
- Ufalanma ve mikro kırılma: Düzensiz kenar kırılmaları veya çukurlu yüzey dokusu olarak görülebilen, karbür uçta küçük ölçekli kırılma. Talaşlanma tipik olarak mevcut kalitenin mevcut darbe koşulları için çok sert ve kırılgan olduğunu gösterir; karbür, bağlayıcının deforme olup darbe enerjisini absorbe etmesinden önce kırılır. Bu aşınma modu, aşındırıcı koşullar için belirlenen düşük kobaltlı kalitenin beklenmedik sert kalıntılarla veya kırılma bölgeleriyle karşılaştığı durumlarda yaygındır. Çözüm genellikle dayanıklılığı artırmak için kobalt içeriğini veya tane boyutunu arttırmaktır.
- Brüt kırılma: Montaj sapının üzerinde kesici parçanın önemli bir kısmının veya tamamının kaybedilmesiyle kesici uç gövdesinin ciddi şekilde kırılması. Bu arıza modu, tipik olarak beklenmedik sert kayaların çarpmasından, formasyon gücündeki ani değişikliklerden veya kesici uç tabanında gerilim yoğunlaşması oluşturan yanlış kesici uç montajından kaynaklanan ciddi aşırı yüklemeyi gösterir. Büyük kırılma, kesici ucu anında tahrip eder ve takım gövdesine zarar verebilir, bu da kaçınılması gereken yüksek maliyetli bir arıza modu haline gelir.
- Termal çatlama: Bazen "ısı kontrolü" olarak adlandırılan kesici uç ucundan yayılan yüzey çatlaklarından oluşan bir ağ. Bu, kesme yüzeyindeki sürtünme ısısı, karbürün termal yorulma direncini aşan hızlı termal döngüye neden olduğunda meydana gelir. Termal çatlama, kuru kesme koşullarında daha yaygındır; bu, takım yüzeyine yetersiz soğutma suyu iletiminin göstergesidir veya penetrasyon hızı çok yüksek olduğunda sürekli sürtünme ısısı oluşturur. Soğutma suyu beslemesinin iyileştirilmesi ve kesme parametrelerinin gözden geçirilmesi, termal çatlamaya karşı birincil tepkilerdir.
- Kobalt bağlayıcı liçi: Asidik yeraltı suyunda veya kimyasal olarak agresif gözenek sıvılarında, karbür matrisindeki kobalt bağlayıcı seçici olarak çözülebilir ve kırılmaya karşı oldukça hassas olan zayıflamış bir karbür iskeleti bırakabilir. Bu arıza modu, eklenti üzerindeki gözenekli, gri yüzey dokusuyla tanımlanabilir ve yeraltı suyunun kimyasal analiziyle doğrulanır. Nikel veya nikel-krom bağlı karbür kaliteleri, asidik koşullarda önemli ölçüde daha iyi korozyon direnci sunar ve bağlayıcı sızıntısının bilinen veya şüphelenilen bir risk olduğu durumlarda belirtilmelidir.
Kurulum, Muayene ve Değiştirme Uygulamaları
Tungsten karbür uçların kullanımdaki performansı, kurulumun kalitesinden, tünel açma sırasındaki muayenenin sıklığından ve ciddiyetinden ve değiştirmeyi tetiklemek için kullanılan kriterlerden önemli ölçüde etkilenir. Bu alanların herhangi birindeki kötü uygulama, karbür kalitesinin ne kadar iyi belirtildiğine bakılmaksızın kesici ucun hizmet ömrünü kısaltır ve metre başına takımlama maliyetlerini artırır.
Kurulum Gereksinimleri
Bastırarak geçirme düğmesi ek parçaları, uç sapı ile alet gövdesinde hazırlanan yuva arasında doğru sıkı geçme sağlayacak şekilde takılmalıdır. Çok az müdahale, kesici ucun kesme kuvvetleri altında dönmesine veya gevşemesine neden olur, aşınmayı hızlandırır ve sonuçta kesici uç kaybına yol açar; çok fazla müdahale, kurulum sırasında karbür sapta çekme kasnağı gerilimi oluşturur ve bu, kullanım sırasında kırılmaya kadar ilerleyen çatlakları başlatabilir. Üreticiler, her kesici uç çapı ve gövde malzemesi kombinasyonu için gerekli sıkı geçme uyumunu belirtir; bu spesifikasyonlara tam olarak uyulmalı ve koltuk boyutları, kurulumdan önce ölçü ölçümüyle doğrulanmalıdır. Sert lehimli kesici uçlar, sert lehim arayüzüne bitişik karbürü çatlatmadan kesme kuvvetlerine direnmek için gereken bağ mukavemetini elde etmek için doğru lehim alaşımı seçimini, akı uygulamasını ve sert lehim bağlantı kalınlığı kontrolünü gerektirir.
Hizmet İçi Denetim Protokolleri
TBM kesici kafa inceleme aralıkları zemin koşullarına ve proje gerekliliklerine göre değişir ancak genellikle orta sert zeminde her 300-600 metre ilerlemede bir ve yüksek derecede aşındırıcı oluşumlarda daha sık gerçekleşir. Her inceleme sırasında, yukarıda açıklanan aşınma modları açısından her kesici uç konumu görsel olarak incelenmeli ve kesici uç aşınma derinliği, bir derinlik ölçer kullanılarak temsili konumlarda ölçülmelidir. Aşınma haritaları ekleyin - ardışık inceleme aralıkları boyunca kesici kafanın her konumundaki aşınmayı kaydedin - yerel oluşum değişikliklerini, soğutma suyu dağıtım sorunlarını veya inceleme gerektiren kesici kafa dönüş dengesizliğini gösterebilecek anormal derecede yüksek aşınma oranlarına sahip konumların tanımlanmasına olanak tanır.
Değiştirme Kriterleri
Uçlar, çelik alet gövdesinin kaya yüzeyiyle temas etmeye başlayacağı noktaya kadar aşınmadan önce değiştirilmelidir; bu noktada, alet gövdesi hızla aşınır ve alet gövdesini değiştirme maliyeti, kesici uç çalışma süresinin maksimuma çıkarılmasından elde edilen tasarrufun çok üzerindedir. Düğme kesici uçlara yönelik tipik değiştirme kriterleri, orijinal kesici uç çapının %60-70'i kadar maksimum düz aşınma çapını belirtir; bunun ötesinde aşınma oranı doğrusal olmayan bir şekilde hızlanır ve büyük kırılma riski önemli ölçüde artar. Disk kesiciler için, halka aşınması, orijinal spesifikasyona göre halka çapındaki azalma ölçülerek izlenir; değiştirme işlemi, halka tasarımına bağlı olarak tipik olarak 5-10 mm çapındaki bir aşınma sınırında tetiklenir.
TBM Karbür Uçların Tedarikinde Temel Faktörler
Tünel açma makineleri için tungsten karbür kesici uçların tedariki, yeraltı inşaat ortamına özgü teknik, ticari ve lojistik hususları içerir. Yanlış ürünü belirtmenin veya stokun yarı yolda tükenmesinin sonuçları, kaynak bulma kararını çoğu endüstriyel sarf malzemesi satın alımından çok daha önemli hale getirecek kadar ciddidir.
- Malzeme sertifikaları ve kalite veri sayfalarını isteyin. Saygın herhangi bir karbür kesici uç tedarikçisi, her üretim partisi için sertliği (HRA veya HV30), enine kopma mukavemetini, yoğunluğu ve kobalt içeriğini doğrulayan malzeme test sertifikaları sağlamalıdır. Tedarik edilen kalitenin spesifikasyona uyduğunu ve partiden partiye tutarlılığın korunduğunu doğrulayın; partiler arasındaki kalite farklılığı, pazarın ürün tarafında faaliyet gösteren bazı üreticiler için bilinen bir kalite sorunudur.
- Takım gövdesi spesifikasyonlarınıza göre boyut toleranslarını doğrulayın. Presle geçirme uygulamaları için kesici uç sap çapı toleransları tipik olarak ±0,01–0,02 mm aralığında belirtilir. Tedarik edilen kesici uçların belirtilen tolerans bandını karşıladığını doğrulayan boyutsal inceleme raporları isteyin; tolerans dışı kesici uçlar görsel olarak tespit edilemez ve kurulum sorunlarına veya hizmette zamanından önce arızaya neden olur.
- Proje süresi boyunca yeterli güvenlik stoğu bulundurun. Aşındırıcı zeminlerdeki TBM tahrikleri kesici uçları hızla tüketir; yüksek aşındırıcılığa sahip granit veya kuvarsit tahriklerde haftada birkaç yüz kesici ucun tüketim oranları alışılmadık bir durum değildir. Beklenen formasyon aşındırıcılığı, planlanan penetrasyon oranları ve kesici kafa tasarımına dayalı bir tüketim tahmini oluşturun ve proje sahasında en az dört ila altı haftalık tahmini tüketimi kapsayacak şekilde güvenlik stoku boyutu oluşturun. Aktif bir TBM çalışması sırasındaki tedarik zinciri kesintilerinin proje takvimi üzerinde doğrudan ve anında etkisi vardır.
- Birim fiyat yerine toplam sahip olma maliyetini göz önünde bulundurun. Maliyeti %20 daha fazla olan ancak belirli bir formasyonda %50 daha uzun ömürlü olan bir karbür kesici uç, metre ilerleme başına takımlama maliyetini yaklaşık %25 azaltırken aynı zamanda muayene ve değiştirme müdahalelerinin işçilik maliyetini de azaltır. Uç tedarikçilerinin tek başına birim fiyat yerine karşılaştırılabilir projelerden metre başına maliyet performans verilerine göre değerlendirilmesi, sürekli olarak daha iyi proje sonuçları üretir ve dünya çapında deneyimli TBM yüklenicileri tarafından kullanılan bir yaklaşımdır.
- Yeni veya zorlu oluşumlar için tedarikçinin teknik desteğinden yararlanın. Proje jeolojisi standart sert kaya veya yumuşak zemin kategorilerinin dışındaki oluşumları (yüksek derecede kırıklı kaya, kimyasal olarak agresif yeraltı suyu, aşırı aşındırıcılık veya büyük kayalarla karışık yüzey) içerdiğinde, sürüş başlamadan önce kesici uç spesifikasyonunu geliştirmek ve doğrulamak için kesici uç tedarikçisinin teknik ekibiyle birlikte çalışın. Proje öncesi teknik incelemenin maliyeti, canlı bir sürücü sırasında erken kesici uç arızası nedeniyle yetersiz bir spesifikasyonun keşfedilmesinin maliyetiyle karşılaştırıldığında ihmal edilebilir düzeydedir.
Ürünlerimiz //
İlgili Ürünler