TR
Tungsten Karbür: Özellikleri, Kullanım Alanları, İmalatı
Sektör Haberleri-Tungsten Karbürün Bileşimini ve Özelliklerini Anlamak
Tungsten karbür, eşit parçalardaki tungsten ve karbon atomlarının kimyasal bağlanmasıyla oluşan yoğun, metaloid bir bileşiktir. En temel formunda ince gri bir toz halinde bulunur, ancak en yaygın olarak "çimentolanmış" halde kullanılır. Bu işlem, olağanüstü sertliğe ve termal stabiliteye sahip bir malzeme oluşturmak için tozun metalik bir bağlayıcıyla (tipik olarak kobalt veya nikel) sinterlenmesini içerir. Halk dilinde "endüstriyel elmas" olarak bilinen bu bileşik, çeliğin kabaca iki katı kadar serttir ve titanyumdan veya standart dökme demirden önemli ölçüde daha yoğundur.
Bu malzemenin fiziksel özellikleri onu yüksek sürtünme ve ısı içeren ortamlarda vazgeçilmez kılmaktadır. Yaklaşık 450 ila 650 GPa'lık bir Young modülüne sahiptir ve aşırı basınç altında deformasyona direnmesine olanak tanır. Ayrıca termal genleşme katsayısı oldukça düşüktür ve takımlar yüksek çalışma sıcaklıklarına ulaştığında boyutsal stabilite sağlar. Bu niteliklerin birleşimi, bu alaşımdan yapılan bileşenlerin yapısal bütünlüklerini geleneksel yüksek hız çeliği muadillerine göre çok daha uzun süre korumasını sağlar.
Ortak Endüstriyel Uygulamalar ve Çeşitleri
Çok yönlülüğü tungsten karbür varyasyonlar, belirli mekanik görevler için uyarlanmasına olanak tanır. Üreticiler, karbür parçacıklarının tane boyutunu ve metalik bağlayıcının yüzdesini ayarlayarak tokluğa veya aşınma direncine öncelik verebilir. Örneğin, daha yüksek bir kobalt içeriği, madencilik matkap uçları için hayati önem taşıyan darbe direncini arttırırken, daha düşük bir bağlayıcı içeriği, hassas kesici uçlar için sertliği en üst düzeye çıkarır.
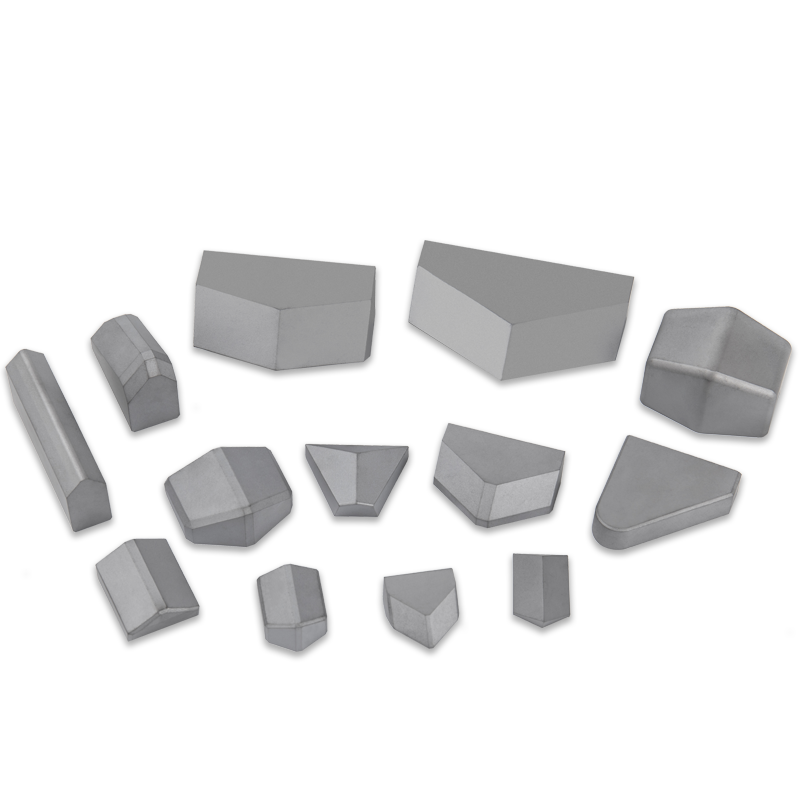
- Metal İşleme ve Frezeleme: Sert alaşımların işlenmesi için parmak frezelerin, torna tezgahlarının ve matkap uçlarının üretiminde yaygın olarak kullanılır.
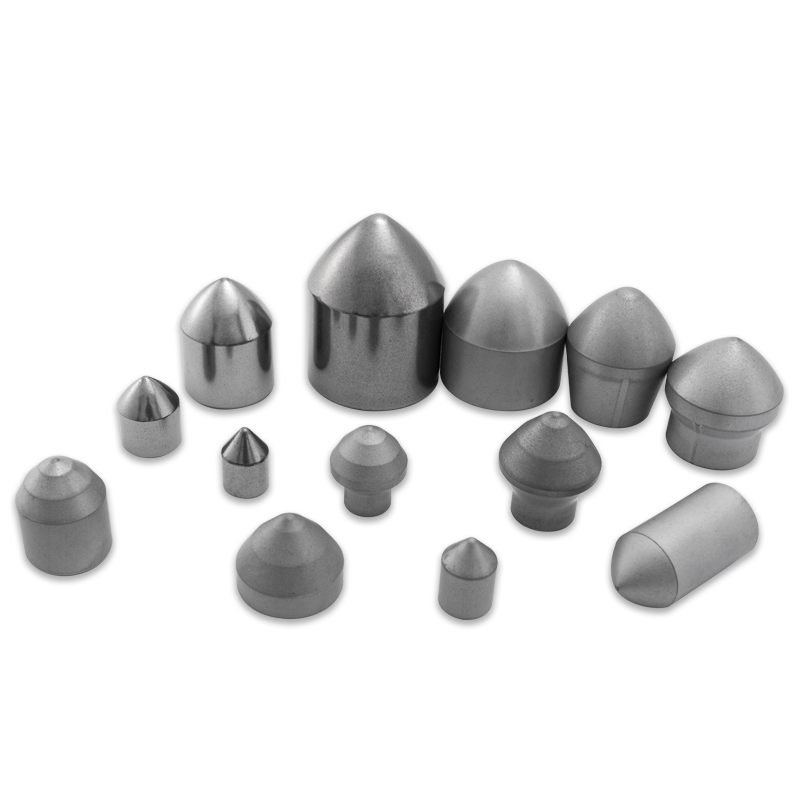
- Madencilik ve Kaya Delme: Katı kaya ve graniti parçalama kabiliyeti nedeniyle "düğme uçlarında" ve tünel açma kalkanlarında kullanılır.
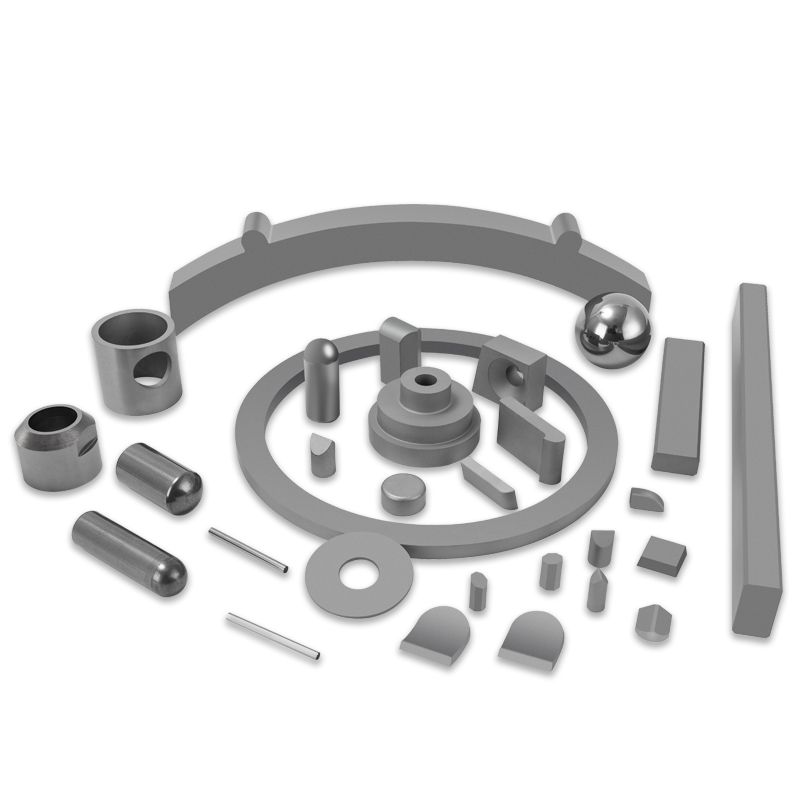
- Aşınma Parçaları: Aşındırıcı sıvıların veya yüksek basınçlı ortamların mevcut olduğu nozullarda, valf yuvalarında ve yataklarda kullanılır.
- Takı: Çizilmeye karşı dayanıklılığı günlük aktivitelerin gölgeleyemeyeceği kalıcı bir cila sağladığından alyanslar için tercih edilir.

Sertlik ve Performansın Karşılaştırmalı Analizi
Semente karbürün faydasını anlamak için onu diğer yaygın mühendislik malzemeleriyle karşılaştırmak faydalı olacaktır. Çelik, maliyet etkinliği ve üretim kolaylığı nedeniyle her yerde bulunurken, ısının kesici kenarın yumuşamasına neden olduğu yüksek hızlı işlemede hızla başarısız olur. Tungsten bazlı alaşımlar, yaygın metaller ile Kübik Bor Nitrür (CBN) veya çok kristalli elmas gibi süper sert malzemeler arasındaki boşluğu doldurur.
| Malzeme | Mohs Sertlik Ölçeği | Yoğunluk (g/cm³) |
| Sertleştirilmiş Çelik | 7,0 - 8,0 | 7.8 |
| Tungsten Karbür | 9,0 - 9,5 | 15.6 |
| Titanyum Alaşımı | 6.0 | 4.5 |
| Elmas | 10.0 | 3.5 |
Üretim Süreci: Tozdan Alete
Karbür takımların üretimi karmaşık bir toz metalurjisi sürecidir. Karbür molekülünü oluşturmak için aşırı sıcaklıklarda ısıtılan ham tungsten ve karbonun hazırlanmasıyla başlar. Bu daha sonra düzgün bir kıvam elde edilene kadar bir bağlayıcı metal ile bilyeli öğütülür. Ortaya çıkan karışım, son aşamada büzülmeyi hesaba katacak şekilde kırılgan ve büyük boyutlu olan belirli "yeşil" şekillere preslenebilen granüller oluşturmak üzere püskürtülerek kurutulur.
Sinterleme ve Sıcak İzostatik Presleme
Son dönüşüm, sinterleme sırasında bir vakum fırınında meydana gelir. Sıcaklık, bağlayıcı metalin sıvılaştığı, karbür parçacıklarının bir araya toplandığı ve gözenekliliğin ortadan kaldırıldığı bir noktaya kadar yükseltilir. Bu, tamamen yoğun, inanılmaz derecede sert bir bileşenle sonuçlanır. Birçok yüksek performanslı uygulamada, malzemenin iç kusurlardan arınmış olmasını sağlamak için ısıtma döngüsü sırasında gaz basıncı uygulayan Sıcak İzostatik Presleme (HIP) de kullanılır ve böylece kopma mukavemeti maksimuma çıkarılır.
Hassas Mühendislikte Karbür Kullanmanın Avantajları
Geleneksel malzemeler yerine tungsten-karbon bileşiklerini seçmek, birçok uzun vadeli ekonomik fayda sağlar. Malzemenin başlangıç maliyeti daha yüksek olmakla birlikte, uzatılmış takım ömrü, değiştirme sıklığını ve makinenin aksama süresini azaltır. Bu, özellikle tutarlılığın çok önemli olduğu otomatik üretim ortamlarında kritik öneme sahiptir.
- Üstün Yüzey Kaplaması: Malzeme aşınmaya karşı dirençli olduğundan kesici kenarlar daha uzun süre keskin kalır ve bu da işlenmiş parçalarda daha pürüzsüz yüzeyler elde edilmesini sağlar.
- Korozyon Direnci: Kimyasal erozyona dayanacak şekilde çeşitli karbür dereceleri formüle edilmiştir, bu da onları petrol ve gaz çıkarmaya uygun hale getirir.
- Yüksek Basınç Dayanımı: Parçalanmadan çok büyük yüklere dayanabilir, bu nedenle derin dünya basınçlarını simüle eden laboratuvar deneylerinde örslerde kullanılır.
Ürünlerimiz //
İlgili Ürünler