TR
Satın Almadan Önce Tungsten Karbür Damgalama Kalıpları Hakkında Bilmeniz Gereken Her Şey
Sektör Haberleri-Tungsten Karbür Damgalama Kalıbı Nedir ve Nasıl Çalışır?
Tungsten karbür damgalama kalıbı, metal damgalama işlemlerinde metal levhaları ve diğer malzemeleri belirli şekillerde kesmek, biçimlendirmek, delmek, bükmek veya kabartmak için kullanılan hassas bir alet bileşenidir. Kalıp, tungsten karbürden (çoğunlukla kobalt olmak üzere metalik bir bağlayıcıyla birlikte sinterlenmiş tungsten ve karbon atomlarından oluşan kompozit bir malzeme) yapılmıştır ve bu, ona geleneksel takım çeliğinin eşleşemeyeceği olağanüstü bir sertlik, aşınma direnci ve basınç dayanımı kombinasyonu sağlar.
Tipik bir damgalama presi kurulumunda, tungsten karbür kalıp seti iki ana bileşenden oluşur: zımba (kuvvet uygulayan) ve kalıp bloğu (şekillendirilmiş boşluk veya kesme kenarı sağlayan). Pres döngüsü sırasında zımba, istenen özelliği (bir delik, bir kontur, şekillendirilmiş bir flanş veya kesilmiş bir parça) üretmek için malzemeyi kalıbın içine veya içinden iter. Tungsten karbür takımlar milyonlarca döngüde önemli bir aşınma olmadan kenar geometrisini koruduğu için otomotivden elektroniğe kadar çeşitli sektörlerde yüksek hacimli, dar toleranslı damgalama uygulamaları için tercih edilen seçimdir.
Tungsten Karbür Damgalama Kalıplarında Neden Takım Çeliğinden Daha İyi Performans Gösteriyor?
Kullanma kararı tungsten karbür damgalama kalıbı Geleneksel bir D2, M2 veya H13 takım çeliği kalıbına göre maliyet tek bir temel faktöre bağlıdır: takımın ömrü boyunca parça başına toplam maliyet. Karbür kalıplar önemli ölçüde daha yüksek bir ön maliyete sahip olsa da performans özellikleri, ölçekte daha düşük parça başına maliyetler anlamına gelir. İşte maddi farkı bu kadar dramatik kılan şey:
- Aşırı sertlik: Sertleştirilmiş takım çelikleri için 60-65 HRC'ye kıyasla, tungsten karbür tipik olarak 85-93 HRA (Rockwell A ölçeği) sertliğe ulaşır. Bu, kesici kenarların ve şekillendirme yüzeylerinin tekrarlanan darbe yüklemesi altında deformasyona çok daha etkili bir şekilde direnç gösterdiği anlamına gelir.
- Üstün aşınma direnci: Karbür kalıplar, uygulamaya, damgalanan malzemeye ve kalıp geometrisine bağlı olarak eşdeğer çelik kalıplara göre 5 ila 50 kat daha uzun ömürlüdür. Aşındırıcı malzemelerin yüksek hacimli progresif kalıp damgalamasında, bu uzatılmış servis ömrü, karbür takımlamanın temel ekonomik gerekçesidir.
- Boyutsal kararlılık: Sürekli pres tonajı altında sapabilen veya deforme olabilen çelik kalıpların aksine, tungsten karbür minimum elastik deformasyonla şeklini korur ve çok büyük üretim süreçlerinde daha tutarlı parça boyutları üretir.
- Sıcaklık direnci: Karbür, sertliğini yüksek sıcaklıklarda çelikten daha iyi korur; bu, sürtünmenin kalıp arayüzünde önemli miktarda ısı ürettiği yüksek hızlı damgalamada önemlidir.
- Düşük sürtünme katsayısı: Cilalı karbürün pürüzsüz, yoğun yüzeyi, özellikle paslanmaz çelik, alüminyum veya kaplamalı saclarla çalışırken kalıp ile damgalanmış malzeme arasındaki sürtünmeyi ve yapışmayı azaltır.
Takas kırılganlıktır. Tungsten karbürün tokluğu çeliğe göre önemli ölçüde daha düşüktür; bu da şok yüklemeden, yanal kuvvetlerden veya yanlış pres hizalamasından kaynaklanan çatlamaya karşı daha duyarlı olduğu anlamına gelir. Bu, karbür takımlarla çalışırken kalıp tasarımını, pres kurulumunu ve bakım uygulamalarını çelik alternatiflerine göre daha kritik hale getirir.
Damgalama Kalıplarında Kullanılan Tungsten Karbür Kaliteleri
Tüm tungstenli karbürler aynı değildir. Bir damgalama kalıbı için seçilen karbür kalitesi, kalıbın nasıl performans göstereceğini, ne kadar dayanacağını ve hangi arıza modlarına karşı en savunmasız olduğunu doğrudan belirler. Karbür kaliteleri öncelikle tane büyüklüğü ve kobalt bağlayıcı içeriğine göre farklılık gösterir; bu iki değişken, sertlik ile tokluk arasında doğrudan bir denge oluşturur.
Kobalt İçeriği ve Kalıp Performansına Etkisi
Kobalt, tungsten karbür tanelerini bir arada tutan metalik bağlayıcıdır. Daha yüksek kobalt içeriği (%10-25) sağlamlığı ve darbe direncini artırır ancak sertlik ve aşınma direncini azaltır. Daha düşük kobalt içeriği (%3-8) daha sert, aşınmaya daha dayanıklı ve aynı zamanda daha kırılgan bir kalıp üretir. Damgalama kalıbı uygulamalarında kobalt içeriği genellikle %8-15 aralığına düşer; bu, ilk etapta karbür kullanılmasını haklı çıkaran aşınma direncini korurken aynı zamanda pres darbesi için yeterli tokluk sağlayan bir denge noktasıdır. Daha yüksek şok yüklerine maruz kalan delme kalıpları, daha yüksek kobalt kalitelerini kullanma eğilimindeyken, daha yavaş pres hızlarında çalışan kesme ve kesme kalıpları, maksimum kenar tutuşu için daha düşük kobalt kalitelerini kullanabilir.
Tane Boyutu ve Yüzey Kalitesi
Tungsten karbür tane büyüklüğü mikron altı (0,5 µm'nin altında) ile kaba (3 µm'nin üzerinde) arasında değişir. İnce ve ultra ince taneli karbürler daha serttir ve daha sıkı yüzey kalitesi elde etmek için taşlanabilir ve parlatılabilir; bu, sıkı çapak gereksinimleri veya ince özellikli şekillendirme gerektiren hassas körlenmiş parçalar üreten kalıplar için önemlidir. İri taneli karbürler aralıklı yükleme altında daha tok ve daha toleranslıdır ancak aynı düzeyde yüzey kalitesi elde edemezler. Çoğu damgalama kalıbı uygulaması, yüzey kalitesi ile darbe direnci arasındaki optimum denge olarak ince ila orta taneli karbür (0,5–1,5 µm) kullanır.
Uygulamaya Göre Yaygın Karbür Kaliteleri
| Karbür Kalitesi | Ortak İçerik | Sertlik (HRA) | En İyisi |
| YG6 / K10 | %6 | 91,5–92,5 | Körleme kalıpları, hassas düzeltme |
| YG8 / K20 | %8 | 90,5–91,5 | Genel damgalama, orta hızlı presler |
| YG11 / K30 | %11 | 89,5–90,5 | Progresif kalıplar, delme işlemleri |
| YG15 / K40 | %15 | 87.0–89.0 | Ağır hizmet tipi şekillendirme, derin çekme |
| Ultra ince tane | %8–10 | 92,0–93,5 | Mikro damgalama, elektronik parçalar |
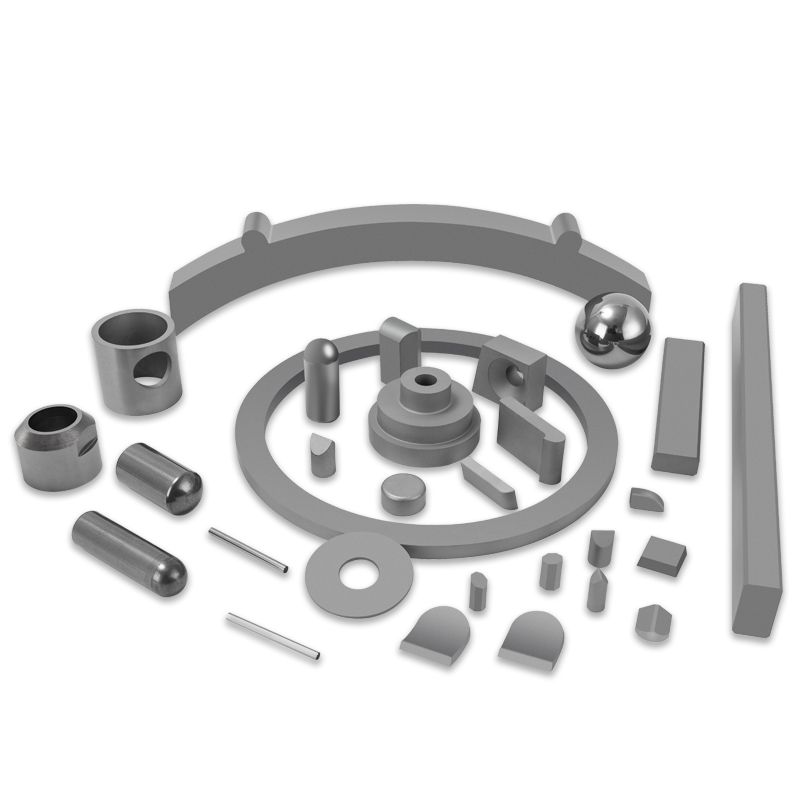
Tungsten Karbür Damgalama Kalıplarının Çeşitleri ve Uygulamaları
Tungsten karbür damgalama kalıpları, her biri farklı tasarım gereklilikleri ve performans beklentileri olan çok çeşitli pres operasyonlarında kullanılır. Prosesiniz için hangi kalıp tipinin geçerli olduğunu anlamak, doğru karbür kalitesini ve geometrisini belirlemenize yardımcı olur.
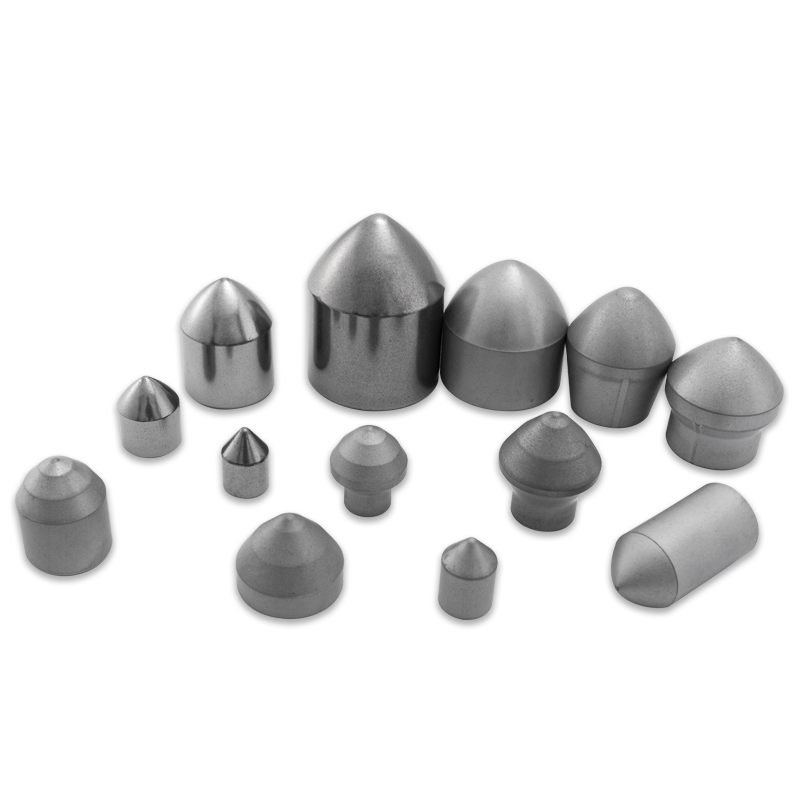
Karbür Körleme ve Delme Kalıpları
Körleme kalıpları sac levhadan düz şekiller keserken delme kalıpları malzemede delikler açar. Her iki işlem de geometrilerini milyonlarca vuruş boyunca koruyan son derece keskin ve hassas kesici kenarlar gerektirir. Tungsten karbür burada idealdir çünkü sertliği, çapak yüksekliğinin zamanla artmasına neden olacak kenar yuvarlama ve çentiklenmeyi önler; bu, otomotiv damgalama ve elektrik kontak imalatı gibi endüstrilerde kritik bir kalite parametresidir. Karbür kesme takımlarında zımba ve kalıp arasındaki boşluklar genellikle çelik eşdeğerlerinden daha sıkıdır (her kenar için malzeme kalınlığının %2-5'i), bu da daha temiz bir kesme yüzeyi ve daha ince çapak üretir.
Karbür Aşamalı Damgalama Kalıpları
Progresif damgalama kalıpları, şerit malzemesi ardışık istasyonlar boyunca ilerledikçe tek bir kalıp setinde birden fazla işlemi (körleme, delme, bükme, şekillendirme) gerçekleştirir. Karbür uçlar, kalıbın tamamını karbürden oluşturmak yerine, progresif kalıbın en yüksek aşınma istasyonlarında kullanılır; bu, aşırı derecede pahalı ve yapısal olarak zorlayıcı olacaktır. Bu hibrit yaklaşım, karbür kesme ve şekillendirme uçlarını çelik kalıp pabuçlarına ve tutuculara yerleştirir ve karbürün aşınma direncini çeliğin tokluğu ve yapısal bileşenler için işlenebilirliği ile birleştirir. Progresif karbür kalıplar elektronik terminallerin, konnektör pimlerinin ve yaylı klipsler ve braketler gibi otomotiv bileşenlerinin üretiminde yaygın olarak kullanılmaktadır.
Karbür Çekme ve Şekillendirme Kalıpları
Derin çekme kalıpları, malzemeyi bir zımbanın üzerinden ve bir kalıp halkasının içinden zorlayarak düz metal levhayı üç boyutlu kap veya kabuk formlarına şekillendirir. Kalıp yarıçapı ve iç delik yüzeyi, iş parçasıyla yoğun sürtünmeli kayma temasına maruz kalır ve bu da aşınma direncini zorunlu kılar. Tungsten karbür çekme kalıpları, çelik muadillerine göre çok daha uzun üretim süreçlerinde yüzey kalitesini ve boyutsal doğruluğunu koruyarak, tutarlı çekilmiş parça duvar kalınlığı ve yüzey kalitesi üretir. Pil kutuları, kartuş kılıfları, içecek kutuları ve tıbbi cihaz muhafazalarının üretiminde yaygın olarak kullanılmaktadırlar.
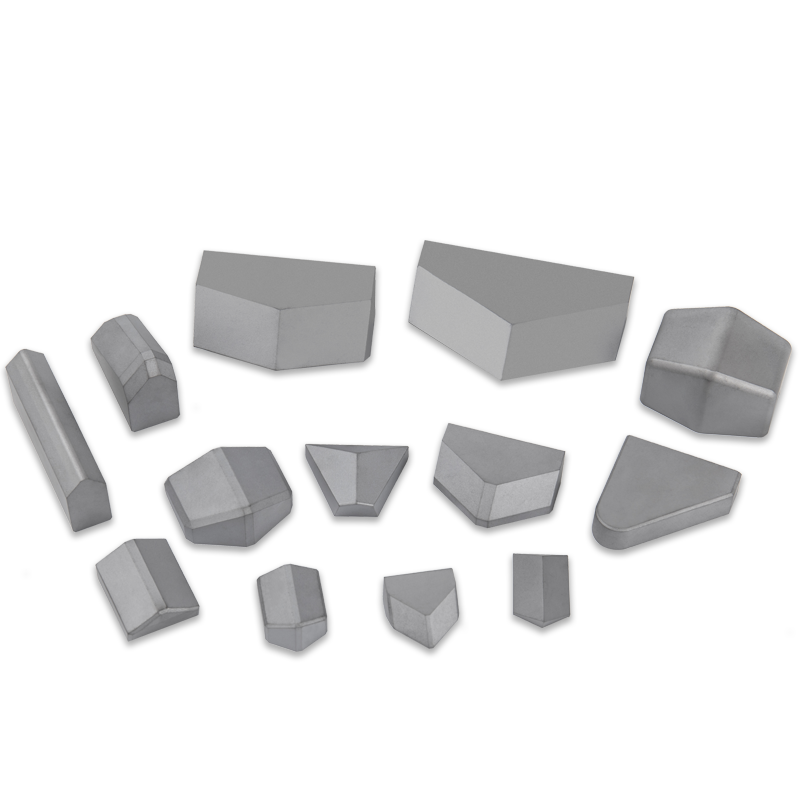
Karbür Kabartma ve Kaplama Kalıpları
Kabartma ve madeni para basma işlemleri, iş parçasına hassas yüzey özellikleri, dokular veya boyutsal doğruluk kazandırmak için çok yüksek pres kuvvetleri kullanır. Özellikle kaplama, son derece sıkı toleranslar elde etmek için malzemeyi tamamen plastik olarak akıtan basınçlar kullanır. Tungsten karbür baskı kalıpları, bu aşırı basınç yüklerine deforme olmadan dayanabilir; bu da onları, yüzey ayrıntılarının ve boyutsal tutarlılığın çok önemli olduğu madeni para, madalyon, elektrik kontakları ve hassas mekanik parçaların üretiminde standart hale getirir.
Tungsten Karbür Damgalama Kalıpları Nasıl Üretilir?
Tungsten karbür damgalama kalıbının imalatı, geleneksel kalıphanelerin sunabileceğinin çok ötesinde özel ekipman ve uzmanlık gerektiren hassas bir süreçtir. İlgili temel aşamalar şunlardır:
- Toz metalurjisi ve sinterleme: Tungsten karbür, kobalt bağlayıcıyla harmanlanmış ince bir toz olarak başlar ve presleme veya ekstrüzyon kullanılarak yeşil bir gövde halinde sıkıştırılır. Kompakt daha sonra taneleri yoğun, sert bir işlenmemiş parça halinde kaynaştırmak için 1400-1500°C civarındaki sıcaklıklarda sinterlenir. Sinterlenmiş işlenmemiş parça, son taşlamanın yapılabilmesi için büyük boyuttadır.
- EDM (Elektrik Deşarjı İşleme): Karbürün geleneksel kesici takımlarla işlenmesi çok zor olduğundan, tel EDM veya platin EDM kullanılarak karmaşık iç profiller ve ince özellikler üretilir. Tel EDM, malzemeyi aşırı hassasiyetle aşındırmak için elektrik yüklü bir tel kullanarak karbür ham parçayı keser; ±0,002 mm'lik toleranslara rutin olarak ulaşılabilir. Bu, karbür kalıp profilleri için birincil şekillendirme işlemidir.
- Elmas taşlama: Dış yüzeyler, montaj yüzeyleri ve kritik boşluk boyutları, elmas aşındırıcı diskler kullanılarak son taşlama işlemine tabi tutulur. Elmas, tungsten karbürün yüzey kaplamasına ve hassas damgalama kalıpları için gereken boyutsal doğruluğa verimli bir şekilde işlenmesini sağlayacak kadar sert olan tek aşındırıcıdır.
- Alıştırma ve parlatma: Yüzey kalitesinin parça kalitesini doğrudan etkilediği çekme kalıpları ve madeni para kalıpları için, karbür yüzeyler elmas alıştırma bileşikleri kullanılarak ayna yüzeylere (Ra 0,02–0,1 µm) alıştırılır ve parlatılır. Bu, sürtünmeyi en aza indirir ve damgalama sırasında iş parçası yüzeyinin hasar görmesini önler.
- Montaj ve küçültme montajı: Karbür kalıp uçları sıklıkla sıkı geçmeler kullanılarak çelik yuvalara monte edilir - karbür uç, karbüre radyal basınç gerilimi uygulayan ve aksi takdirde çatlamaya neden olabilecek damgalama sırasında oluşan çekme gerilimlerini ortadan kaldıran bir çelik tutma halkasına preslenir veya daraltılarak takılır.

Karbür Damgalama Kalıp İşlemesinde Temel Tasarım Hususları
Bir tungsten karbür damgalama kalıbının başlangıçtan itibaren doğru şekilde tasarlanması kritik öneme sahiptir - karbürün kırılganlığı, yalnızca çelik kalıbın ömrünü kısaltacak tasarım hatalarının karbürün yıkıcı kırılmasına neden olabileceği anlamına gelir. Aşağıdaki tasarım ilkeleri önemlidir:
Keskin İç Köşelerden Kaçının
Karbür kalıp bölümlerindeki keskin köşeler, gerilim yoğunlaşma noktaları görevi görür. Karbür kalıbın herhangi bir iç köşesi radyal olmalıdır; 0,1-0,3 mm'lik küçük bir yarıçap bile gerilim konsantrasyon faktörünü önemli ölçüde azaltır ve döngüsel pres yükleri altında çatlamaya karşı direnci önemli ölçüde artırır. Bu, karbürün kırılganlığına uyum sağlanmadan takım çeliği toleransları göz önünde bulundurularak tasarlanan kalıplarda erken karbür kalıp arızasının en yaygın nedenlerinden biridir.
Uygun Delme-Ölme Açıklığı
Karbür zımba ile kalıp bloğu arasındaki açıklık dikkatlice kontrol edilmelidir. Çok az boşluk kesme kuvvetlerini artırır ve karbür kesme kenarlarında talaş oluşmasına neden olabilecek yanal yüklemeye neden olur. Çok fazla açıklık, aşırı çapak oluşmasına ve kesim yüzeyi kalitesinin kötü olmasına neden olur. Tipik karbon çelik sac için, karbür kesme kalıpları kenar başına malzeme kalınlığının %2-4'ünü kullanır; paslanmaz çelik için %3–5; alüminyum için %4–6. Çelik kalıplarla karşılaştırıldığında bu daha dar açıklıklar, daha hassas pres hizalaması ve paralellik gerektirir.
Yeterli Destek ve Elde Tutma
Bükülme gerilimlerini önlemek için karbür kalıp bölümleri altları ve yanları boyunca tamamen desteklenmelidir. Çelik tespit halkaları, karbür kesici uca eşit basınç ön gerilimi uygulayacak şekilde tasarlanmalıdır. Pres yükü altında karbür ucun herhangi bir şekilde sallanması veya eğilmesi, malzemeyi çatlatabilecek bükülme çekme gerilimleri üretecektir. Uygun kalıp pabucu düzlüğü, kesici uç yuvası geometrisi ve bağlantı elemanı yerleşimi, yeterli desteğin sağlanmasının bir parçasıdır.
Tungsten Karbür Damgalama Kalıplarının Bakımı ve Yenilenmesi
Tungsten karbür damgalama kalıpları, çelik kalıplara göre daha az sıklıkta bakım gerektirir ancak bakım gerektiğinde doğru ekipman ve tekniklerle yapılması gerekir. Uygun olmayan yenileme pahalı karbür takımları tahrip edebilir.
- Bileme ve yeniden taşlama: Karbür kesici kenarlar uzun süreli servis sonrasında köreldiğinde veya ufalandığında, elmas taşlama diskleri kullanılarak yeniden taşlanabilir. Bileme döngüsü başına çıkarılan malzeme miktarı tipik olarak kesme yüzünden 0,05-0,15 mm'dir. Çoğu karbür kalıp, kalıp bölümü güvenli bir şekilde kullanılamayacak kadar ince hale gelmeden önce birden çok kez bilenebilir; kümülatif malzeme kaldırma işleminin izlenmesi önemlidir.
- Mikro çatlak muayenesi: Yeniden taşlamadan önce ve sonra karbür kalıp bölümleri, boya penetrant testi veya manyetik parçacık muayenesi (kobalt bağlı karbür için) kullanılarak yüzey ve yüzey altı çatlaklar açısından incelenmelidir. Kalıp tekrar hizmete sunulmadan önce tespit edilmeyen çatlaklar hızla yayılabilir ve preste ciddi kırılmalara neden olabilir.
- Karbür sınıfına uygun olmayan aşındırıcı diskleri asla kullanmayın: Tungsten karbür üzerinde alüminyum oksit veya silisyum karbür taşlama taşlarının kullanılması aşırı ısı üretir ve taşlamada çatlaklara neden olabilir. Termal hasarı önlemek için yalnızca yeterli soğutma sıvısı akışına sahip elmas aşındırıcı diskler kullanılmalıdır.
- Damgalama sırasında yağlama: Uygun damgalama yağlayıcısının uygulanması kalıp yüzeyindeki sürtünmeyi azaltır ve bileme işlemleri arasındaki servis ömrünü uzatır. Özellikle çekme kalıpları için, cilalı karbür delik yüzeyinde yapışma aşınmasını ve sürtünmeyi önlemek için tutarlı yağlama çok önemlidir.
- Depolama yönetimi: Karbür kalıplar yastıklı kaplarda veya köpük kaplı raflarda saklanmalı ve asla doğrudan diğer metal aletlerin üzerine istiflenmemelidir. Küçük darbeler bile hassas karbür kenarların kırılmasına neden olabilir ve bir sonraki üretimden önce yeniden taşlama yapılmasını gerektirir.
Tungsten Karbür Damgalama Kalıplarına En Çok Güvenen Endüstriler
Hacimsel olarak hassas metal parçalar üreten hemen hemen her sektörde tungsten karbür damgalama kalıpları bulunur. Aşağıdaki endüstriler en yüksek talep gören uygulamaları temsil etmektedir:
- Otomotiv üretimi: Motor bileşenleri ve şanzıman parçalarından gövde braketlerine, yaylı klipslere ve elektrik terminallerine kadar otomotiv damgalama işlemleri, kalite değişimi açısından sıkı toleranslar ve sıfır toleransla yüksek hızlarda gerçekleştirilir. Karbür progresif kalıplar Tier 1 ve Tier 2 otomotiv tedarikçisi fabrikalarında standarttır.
- Elektronik ve elektrikli bileşenler: Konektör pimleri, kurşun çerçeveler, EMI koruma bileşenleri ve akü kontakları, ince bakır, pirinç veya paslanmaz çelikten son derece yüksek hacimlerde (genellikle yılda milyarlarca parça) üretilir. İnce özellik boyutları ve hacim talepleri, karbürü tek geçerli takım malzemesi haline getirir.
- Tıbbi cihaz imalatı: Hassas cerrahi aletler, implante edilebilir bileşen parçaları ve teşhis cihazı muhafazaları, son derece sıkı boyut toleransları ve kontaminasyonsuz yüzeyler gerektirir. Karbür damgalama kalıpları, uygun maliyetli üretim için gereken uzun takım ömrünü sağlarken bu gereksinimleri de karşılar.
- Havacılık ve savunma: Alüminyum alaşımlar, titanyum ve yüksek mukavemetli çeliklerdeki havacılık damgalamaları, takımların aşırı aşınmaya maruz kalmasına neden olur. Karbür kalıplar, uzun üretim süreçlerinde sapma olmadan boyutsal tutarlılığın korunması gereken kritik havacılık bileşenleri için tasarlanmıştır.
- Madeni para ve para üretimi: Dünya çapındaki devlet darphaneleri, yalnızca karbür aletlerin güvenilir bir şekilde sağlayabileceği ince yüzey ayrıntılarına, boyut doğruluğuna ve üretim hacimlerine sahip madeni paralar üretmek için tungsten karbür madeni para basma kalıplarını kullanıyor.
Tungsten Karbür Damgalama Kalıbı ve Takım Çeliği Kalıbı: Toplam Sahip Olma Maliyeti
Karbür damgalama kalıplarına yönelik en yaygın itiraz, başlangıç maliyetleridir; bir karbür kalıbın maliyeti, eşdeğer bir takım çeliği kalıbından 3 ila 10 kat daha fazla olabilir. Ancak takımları yalnızca ön maliyete göre değerlendirmek hatalı bir yaklaşımdır. Doğru ölçüm, ilgili tüm faktörleri hesaba katarak, takımın ömrü boyunca damgalanmış parça başına maliyettir:
| Maliyet Faktörü | Takım Çeliği Kalıp | Tungsten Karbür Kalıp |
| İlk takım maliyeti | Düşük | Yüksek (3–10× çelik) |
| Tipik servis ömrü | 50.000–500.000 parça | 1 milyon–50 milyon parça |
| Yeniden bileme frekansı | sık | seyrek |
| Takım değişiklikleri için kesinti | Yüksek | Düşük |
| Parça kalitesi tutarlılığı | Zamanla bozulur | Uzun vadede bakımı yapıldı |
| Zaman içindeki hurda oranı | Kalıp aşındıkça artar | Boyunca düşük kalıyor |
| Parça başına maliyet (yüksek hacim) | Yükseker | Düşüker |
Yaklaşık 500.000 parçanın üzerindeki üretimlerde, tungsten karbür damgalama kalıpları neredeyse her zaman takım çeliği alternatiflerine göre daha düşük bir toplam sahip olma maliyeti sunar. Bu hacim eşiğinin altında hesaplama, damgalanan malzemeye, kalıp geometrisinin karmaşıklığına ve parça kalitesi tutarlılığının uygulama açısından ne kadar kritik olduğuna bağlıdır.
Tungsten Karbür Damgalama Kalıbının Kaynaklanması ve Belirlenmesi
Karbür damgalama kalıbı tedarik etmek, karbür konusunda özel uzmanlığa sahip bir takım tedarikçisiyle çalışmayı gerektirir; her kalıp atölyesinde bu mümkün değildir. Tedarikçileri değerlendirirken ve takımlarınızı belirlerken aşağıdakileri aklınızda bulundurun:
- Eksiksiz malzeme ve proses verileri sağlayın: Tedarikçinize iş parçası malzemesi özelliklerini (kalite, temper, kalınlık ve varsa yüzey kaplaması), pres tipini ve tonajını, çevrim hızını ve parça toleransı gerekliliklerini verin. Bu parametreler doğrudan uygun karbür kalitesini, boşluk değerlerini ve yüzey kalitesi özelliklerini belirler.
- Malzeme sertifikası isteyin: Saygın bir karbür kalıp tedarikçisi, her kalıp bölümü için karbür kalitesini, sertliğini ve yoğunluğunu doğrulayan malzeme testi sertifikaları sağlayacaktır. Bu belgeler, üretim sırasında sorunların ortaya çıkması durumunda kalite güvencesi ve sorun giderme için gereklidir.
- Denetim gerekliliklerini belirtin: Kalıbı kabul etmeden önce gerekli olan kritik boyutları, yüzey bitirme parametrelerini ve muayene yöntemlerini tanımlayın. Sıkı toleranslı kesme kalıpları için bu genellikle CMM boyut doğrulamasını, yüzey pürüzlülüğü ölçümünü ve büyütme altında kenar bütünlüğü denetimini içerir.
- Yenileme desteğini tartışın: Tedarikçinize kalıp yeniden taşlama ve yenileme hizmetleri sunup sunmadığını ve teslim sürelerinin ve fiyatlarının nasıl olduğunu sorun. İlk üretimden yenilemeye kadar kalıp yaşam döngüsünün tamamını kapsayan bir tedarikçi ilişkisine sahip olmak, takım yönetimini önemli ölçüde basitleştirir.
- Yedek kalıp bölümlerini göz önünde bulundurun: Kalıp arızasının ciddi aksama süresine neden olacağı kritik üretim operasyonları için, birincil takımların yanında yedek bir karbür kesici uç veya zımba sipariş etmek, özellikle hassas karbür bileşenlerin teslim süresi göz önüne alındığında, genellikle uygun maliyetli bir sigorta poliçesidir.
Ürünlerimiz //
İlgili Ürünler