TR
Tungsten Karbür Yol Frezeleme Takımları: Nedir, Nasıl Çalışır ve Onlardan En İyi Şekilde Nasıl Yararlanılır?
Sektör Haberleri-Tungsten Karbür Yol Frezeleme Takımları Nedir ve Neden Önemlidir
Tungsten karbür yol frezeleme takımları (genellikle karbür frezeleme uçları, yol planya uçları, soğuk frezeleme dişleri veya kaldırım frezeleme takımları olarak da adlandırılır) bir soğuk frezeleme makinesinin döner tamburuna monte edilen ayrı kesme elemanlarıdır. Bir yol frezeleme makinesi asfalt veya beton kaplama yüzeyinin üzerinden geçtiğinde, kaplama malzemesinin kırılması, kesilmesi ve çıkarılması işini bu küçük ama olağanüstü derecede sert karbür uçlu aletler gerçekleştirir. Her takım, çelik bir gövde, sertleştirilmiş bir çelik tutucu veya blok tertibatı ve kesme ucuna sert lehimlenmiş veya presle tutturulmuş bir tungsten karbür uçtan oluşan hassas bir şekilde tasarlanmış bir bileşendir. Tungsten karbür uç, aletin iş tarafıdır; kaplamaya doğrudan temas eder ve dakikada 100 devri aşabilen tambur dönüş hızlarında frezeleme sırasında oluşan darbe, aşınma, sıkıştırma ve ısının birleşik streslerine dayanmalıdır.
Tungsten karbürün yol frezeleme takım uçları için tercih edilen malzeme olmasının nedeni, olağanüstü sertlik ve aşınma direnci kombinasyonudur. Mohs ölçeğinde yaklaşık 9,5 sertlik derecesine (elmastan sonra ikinci) ve yüksek hız çeliğini veya diğer takım malzemelerini çok aşan bir basınç dayanımına sahip olan tungsten karbür, kaldırım frezelemenin aşırı aşındırıcı koşullarına maruz kaldığında kesme geometrisini alternatif malzemelerden çok daha uzun süre korur. Bu, doğrudan daha düşük takım değiştirme sıklığı, daha az makine aksama süresi, aletin çalışma ömrü boyunca daha iyi kesim kalitesi tutarlılığı ve sonuç olarak frezelenen yüzeyin metrekaresi başına daha düşük toplam maliyet anlamına gelir. Takım tüketiminin en önemli değişken işletme maliyetlerinden biri olduğu yol rehabilitasyonu ve kaldırım bakımı operasyonlarında, tungsten karbür frezeleme takımlarının kalitesi ve teknik özellikleri, projenin karlılığı üzerinde ölçülebilir bir etkiye sahiptir.
Tungsten Karbür Frezeleme Kazmasının Anatomisi
Karbür yol frezeleme takımının yapısını anlamak, farklı tasarımların çeşitli kaplama koşullarında neden farklı performans gösterdiğini ve optimum performans ve takım ömrüne ulaşmak için takım spesifikasyonunun uygulamayla eşleştirilmesinin neden bu kadar önemli olduğunu açıklamaya yardımcı olur.
Tungsten Karbür Ucu
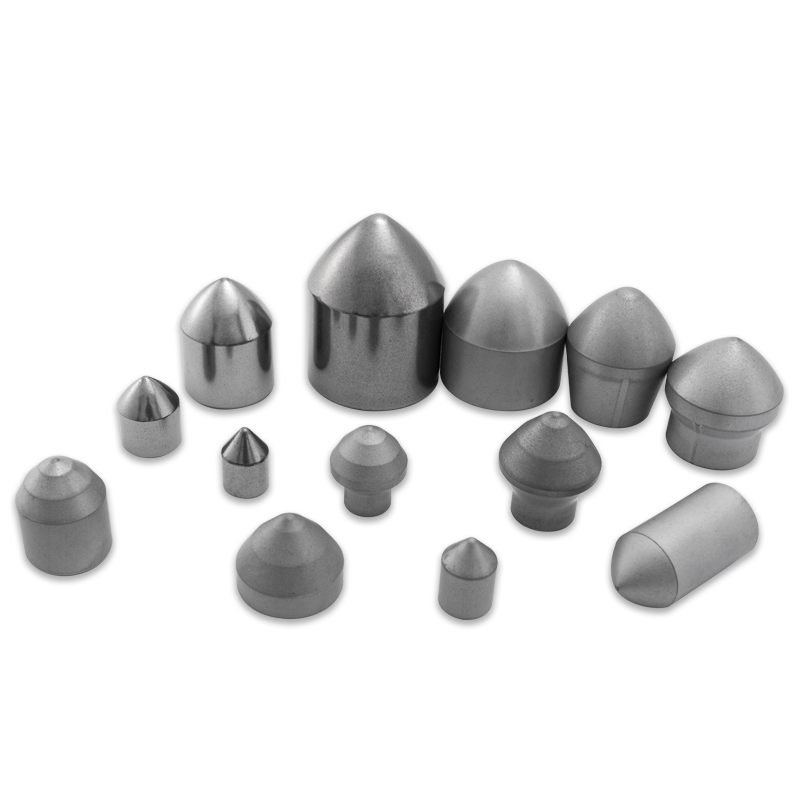
Karbür uç, yol frezeleme takımının teknik açıdan en kritik bileşenidir. Semente tungstenli karbürden üretilir; tungstenli karbür tozunun, çok yüksek sıcaklık ve basınçlarda çoğunlukla kobalt olmak üzere metalik bir bağlayıcıyla sinterlenmesiyle üretilen kompozit bir malzemedir. Bitmiş karbür ucun özellikleri, tungstenli karbür tozunun tane boyutuna, kobalt bağlayıcı içeriğine ve sinterleme koşullarına göre belirlenir. Daha düşük kobalt içeriğine (%6-8) sahip ince taneli karbür kaliteleri, maksimum sertlik ve aşınma direnci sağlayarak, bunları sert agrega veya beton kaplamaların frezelenmesi gibi yüksek aşınma uygulamaları için uygun hale getirir. Daha yüksek kobalt içeriğine (%10-12) sahip daha iri taneli kaliteler, gelişmiş tokluk ve darbe direnci için sertliğin bir kısmından fedakarlık ederek onları, takımın aralıklı olarak ağır darbelere maruz kaldığı ağır çatlaklı veya düzensiz kaplamada çalışmak gibi darbeli yükleme içeren frezeleme uygulamaları için daha uygun hale getirir. Ucun geometrisi (koni açısı, uç yarıçapı ve genel şekli), kaplamaya ne kadar etkili bir şekilde nüfuz ettiğini ve frezeleme sırasında kesme kuvvetlerinin alet gövdesi boyunca nasıl dağıtıldığını etkiler.
Takım Gövdesi ve Sapı
Çelik takım gövdesi, kesme kuvvetlerini karbür uçtan takım tutucuya ve tambur grubuna aktarır. Tipik olarak, kesme sırasında gövdenin yanından akan kaplama malzemesinin aşındırıcı aşınmasına direnmek için yüzey sertliği ile kırılmadan darbe yüklerini absorbe etmek için çekirdek dayanıklılığının dikkatli bir şekilde dengelenmiş bir kombinasyonunu sağlamak üzere ısıl işleme tabi tutulan orta karbonlu alaşımlı çelikten üretilir. Sap çapı, içine takıldığı takım tutucunun deliğine uyması gereken standartlaştırılmış bir boyuttur. Yol frezeleme takımları için en yaygın sap çapı 22 mm'dir, ancak ağır hizmet makinelerinde ve özel tambur konfigürasyonlarında 25 mm ve 30 mm saplar kullanılır. Birinci sınıf takım tasarımlarında karbür ucun tabanı etrafına, ucun hemen arkasındaki yüksek aşınma bölgesinde bulunan çelik gövdeyi korumak için aşınmaya karşı koruyucu sert kaplama halkası sıklıkla uygulanır, bu da gövde servis ömrünü uzatır ve karbür uç hala kullanılabilir durumdayken bile tüm takımın değiştirilmesi gereken sıklığı azaltır.
Takım Tutucu ve Blok Sistemi
Yol frezeleme takımları doğrudan tambura kaynaklanmaz. Tambur yüzeyine belirli bir düzende kaynaklanmış takım tutuculara (blok tutucular veya taban blokları da denir) yerleştirilirler. Takım tutucu iki kritik fonksiyona hizmet eder: kesme geometrisini ve malzeme akışını belirleyen takımın tambur yüzeyine göre hassas açısal konumunu sağlar ve tamburun kendisine kaynak yapılmasına veya işlenmesine gerek kalmadan sahada hızlı takım değişimine olanak tanır. Alet-tutucu arayüzünde, aleti çalışma sırasında güvenli bir şekilde tutan, aynı zamanda bir zımba ile sökülmesine ve aşındığında saniyeler içinde değiştirilmesine olanak tanıyan bir yay tutma sistemi (tipik olarak alet sapının etrafında bir segman veya yaylı klips) kullanılır. Tutucu gövdesinin kendisi de periyodik olarak izlenmesi ve değiştirilmesi gereken bir aşınma öğesidir; aşırı tutucu aşınması, karbür uç hasarını hızlandıran ve frezeleme kalitesini düşüren takımın yanlış hizalanmasına neden olur.
Karbür Frezeleme Takımları Tambur Üzerinde Nasıl Düzenlenir ve Neden Önemlidir?
İçinde bulunduğu desen tungsten karbür yol frezeleme takımları Frezeleme performansının belirlenmesinde takımların kendisi kadar önemlidir. Tambur konfigürasyonu, birbiriyle rekabet eden birçok gereksinimi dengelemek üzere tasarlanmıştır: kesme verimliliği, yüzey dokusu kalitesi, tambur muhafazası boyunca malzeme akışı, titreşim özellikleri ve kesme yükünün ayrı takımlar arasında dağılımı.
Takımlar tambur çevresi etrafında helisel sıralar halinde düzenlenir; her sıradaki helis açısı ve alet-alet aralığı, frezelenmiş yüzeyde kalan kesim desenini belirler. Daha ince bir takım aralığı (birim tambur genişliği başına daha fazla takım), ayrı takım kesimleri arasında daha küçük çıkıntılara sahip daha düzgün bir frezelenmiş yüzey dokusu üretir; bu, frezelenmiş yüzeyin yeniden asfaltlamadan önce geçici bir çalışma yüzeyi olarak kullanılacağı durumlarda veya daha sonraki kaplama tabakasının yapışması için yüzey düzenliliğinin kritik olduğu durumlarda önemlidir. Daha geniş takım aralığı, takım başına daha agresif talaş kaldırma sağlayan ve birim alan başına gereken gücü azaltan daha kaba bir doku üretir; bu, üretkenliğin yüzey kalitesi kalitesinden daha öncelikli olduğu derin frezeleme operasyonlarında avantajlı olabilir.
Tambur üzerindeki her bir takım tutucunun açısal yönelimi (hem radyal açı (takımın dönme yönünde ne kadar ileri eğildiği) hem de yanal açı (takım ekseninin tambur eksenine göre yanlara eğimi) karbür ucun kaplamaya nasıl bağlandığını, kesme kuvvetlerinin nasıl dağıtıldığını ve frezelenen malzemenin konveyör sistemine nasıl yönlendirildiğini kontrol eder. Tambur konfigürasyon mühendisliğindeki hassasiyet, önde gelen üreticilerin yüksek performanslı frezeleme makineleri ile kabul edilebilir talaş kaldırma oranları elde edebilen ancak daha düşük yüzey dokusu, daha yüksek takım aşınma oranları ve daha fazla makine titreşimi üreten daha düşük kaliteli alternatifler arasındaki temel farklardan biridir.
Tungsten Karbür Yol Frezeleme Takımlarının Çeşitleri ve Özel Uygulamaları
Yol frezeleme takımı pazarı, farklı kaplama malzemeleri, frezeleme derinlikleri, makine boyutları ve performans öncelikleri için optimize edilmiş çeşitli farklı takım türleri sunar. Belirli bir uygulama için doğru takım tipini seçmek, frezeleme takımı maliyetlerini ve üretkenliğini yönetmede en etkili kararlardan biridir.
| Araç Türü | Karbür Uç Geometrisi | En İyi Uygulama | Temel Avantaj |
| Standart konik çekme | Sivri koni, orta uç yarıçapı | Genel asfalt frezeleme, yüzey tabakasının kaldırılması | Çok yönlü, uygun maliyetli, yaygın olarak bulunabilen |
| Balistik uç seçimi | Yuvarlak balistik profil, daha büyük uç yarıçapı | Sert agregalı asfalt, aşındırıcı kaplama malzemeleri | Yüksek aşındırıcı koşullarda üstün aşınma direnci |
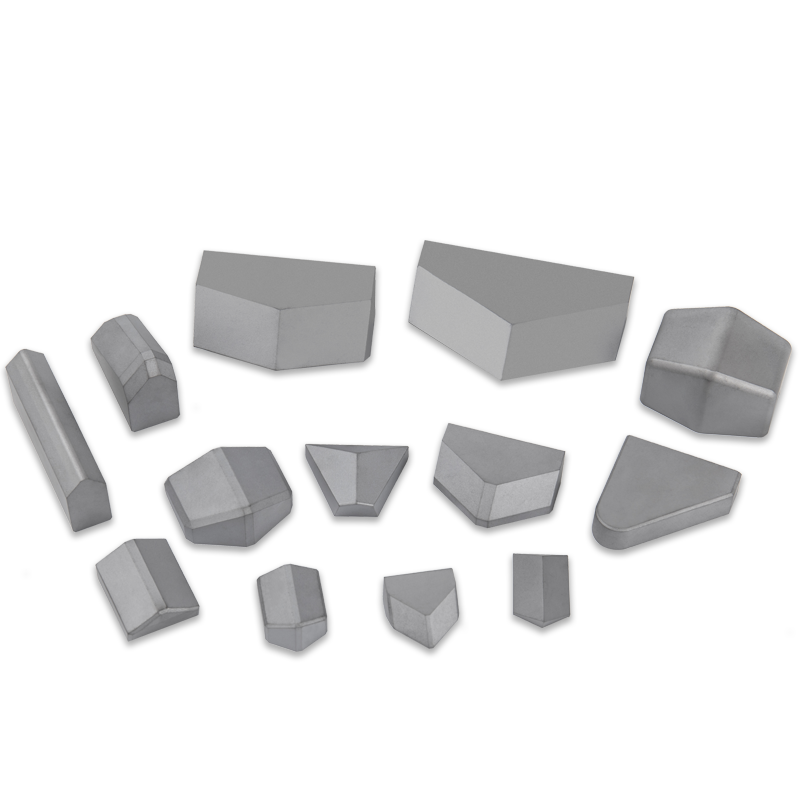
| Düz yüzlü veya keskili seçim | Düz veya hafif kavisli yüz | İnce frezeleme, yüzey profili oluşturma, sarsmalı şerit kesme | Daha pürüzsüz yüzey dokusu ve hassas derinlik kontrolü sağlar |
| Beton frezeleme seçimi | Ekstra kalın uç, güçlendirilmiş gövde | Portland çimentosu beton kaldırımının kaldırılması | Betonun gevrek kırılma davranışı için yüksek darbe dayanıklılığı |
| Ekonomi / standart sınıf | Standart geometri, daha düşük karbür kalitesi | Düşük aşınmalı asfalt, kısa proje süreleri | Takım ömrünün birincil faktör olmadığı durumlarda daha düşük ön maliyet |
| Premium / uzun ömürlü kalite | Optimize edilmiş geometri, yüksek kaliteli karbür, güçlendirilmiş gövde | Yüksek üretimli frezeleme, aşındırıcı veya değişken kaplama | Maksimum takım ömrü, tüm proje boyunca metrekare başına en düşük maliyet |
Karbür Freze Uçlarının Sahada Ne Kadar Dayanacağını Belirleyen Faktörler
Takım ömrü, bir yol frezeleme projesinin işletme ekonomisini en doğrudan belirleyen ölçüttür. Alet seti başına frezelenebilecek kaplamanın metrekare sayısı, en zorlu koşullarda birkaç bin metrekareden, uygun koşullarda onbinlerce metrekareye kadar çok büyük farklılıklar gösterir ve bu değişimi yönlendiren değişkenleri anlamak, operatörlerin ve proje yöneticilerinin alet seçimi, makine ayarları ve işletim uygulamaları hakkında daha iyi kararlar almasına yardımcı olur.

Kaplama Malzemesi Sertliği ve Agrega Tipi
Karbür frezeleme takım ömründe en etkili faktör, kesilen kaplama malzemesinin sertliği ve aşındırıcılığıdır. Kuvarsit, granit veya bazalt gibi sert magmatik agregalar içeren asfalt kaplamalar, daha yumuşak kireçtaşı veya kumtaşı agregaları kullananlara göre önemli ölçüde daha aşındırıcıdır ve aynı frezeleme koşullarında takım aşınma oranları iki ila dört kat daha yüksek olabilir. Betonarme en zorlu malzemedir; sert agrega, çimento macunu ve çelik takviyenin birleşimi, takım ömrünü asfaltta elde edilebilecek olanın küçük bir kısmıyla sınırlayan aşırı aşınma ve darbe yükü yaratır. İş başlamadan önce frezelenen kaplamanın toplam jeolojisini anlamak, gerçekçi alet tüketimi tahmini için önemli bir girdidir.
Freze Derinliği ve Makine Çalışma Parametreleri
Daha derin frezeleme kesimleri takım başına yükü, kesme arayüzünde üretilen ısıyı ve her takımın birim zamanda işlemesi gereken malzeme hacmini artırır ve bunların tümü aşınmayı hızlandırır. Freze makinesini, frezeleme derinliği ve kaplama sertliği için uygun olandan daha yüksek ileri hızlarda çalıştırmak, her bir takım üzerindeki talaş yükünü artırır ve kademeli aşındırıcı aşınma yerine karbür ucun kırılmasına neden olabilir; bu, çok daha yıkıcı bir arıza modudur. Tambur dönüş hızı da önemlidir: Tamburun malzeme için gerekenden daha hızlı çalıştırılması, üretkenliği artırmadan darbe frekansını artırır ve uç sıcaklığını yükseltir, bu da karbür sertliğini azaltır ve aşınmayı hızlandırır. Belirli kaplama malzemesi için ileri hız, frezeleme derinliği ve tambur dönüş hızı kombinasyonunun optimize edilmesi, üretim hızlarından ödün vermeden takım ömrünü uzatmak için en etkili araçlardan biridir.
Su Püskürtme Sistemi Performansı
Yol freze makineleri, çalışma sırasında suyu tambur ve aletlere yönlendiren bir su püskürtme sistemi ile donatılmıştır. Bu sistem iki kritik işleve hizmet eder: ısıya bağlı sertlik kaybını ve termal çatlamayı önlemek için karbür uçların soğutulması ve frezeleme işleminin oluşturduğu toz bulutunun bastırılması. Yeterli akış hızına ve her takım sırasını hedef alan doğru nozül konumlandırmasına sahip, düzgün çalışan bir su püskürtme sistemi, karbür takım ömrünü, susuz veya bakımsız püskürtme sistemiyle çalışmaya kıyasla %20-40 oranında uzatabilir. Tıkanmış veya yanlış hizalanmış püskürtme nozulları, takımın erken aşınmasının yaygın ve kolayca gözden kaçan bir nedenidir ve her vardiyanın başında püskürtme sisteminin kontrol edilmesi, makine kurulumunun standart bir parçası olmalıdır.
Takım Dönüşü ve Aşınma İzleme
Tungsten karbür freze uçları, çalışma sırasında tutucuları içinde serbestçe dönecek ve aşınmayı karbür ucun çevresi etrafında eşit şekilde dağıtacak şekilde tasarlanmıştır. Tutucu deliği aşındığı, pislikle kirlendiği veya takım sapı korozyona uğradığı için dönemeyen bir takım asimetrik olarak aşınır ve ucun bir tarafında düz bir nokta oluşur, bu da kesme verimliliğini ve ömrünü önemli ölçüde azaltır. Çalışma sırasında takım dönüşünün düzenli olarak denetlenmesi, değiştirme sırasında takım saplarının yağlanması ve aşınmış tutucuların takım dönüşünün kısıtlanmasına neden olmadan değiştirilmesi, birinci sınıf karbür takım kalitelerine yapılan yatırımın geri dönüşünü en üst düzeye çıkarmak için temel uygulamalardır.
Tungsten Karbür Frezeleme Takımlarının İş Yerinde İncelenmesi, Değiştirilmesi ve Yönetilmesi
Sahada etkili takım yönetimi, gözle görülür şekilde arızalandığında takımları basitçe değiştirmenin ötesine geçen denetim, değiştirme planlaması ve kayıt tutma konusunda sistematik bir yaklaşım gerektirir. Proaktif bir takım yönetimi programı, planlanmamış arıza sürelerini azaltır, yüzey kalitesi tutarlılığını artırır ve aşınma modellerini erken yakalayıp bunların temel nedenlerini daha fazla büyümeden ele alarak proje başına toplam takım maliyetini düşürür.
- Düzenli bir denetim aralığı oluşturun: Görünür sorunların ortaya çıkmasını beklemek yerine, tam tamburu belirli aralıklarla (genellikle koşullara bağlı olarak her 2-4 saatte bir frezeleme işleminde) inceleyin. Erken aşamadaki takım aşınmasının yönetimi, tutuculara ve tambur bileşenlerine zarar veren ciddi takım arızalarından çok daha kolay ve ucuzdur. Makine güvenli bir şekilde kapatılmış ve kilitlenmiş durumdayken tamburun alt tarafını incelemek için bir el feneri ve ayna kullanın.
- Araçları tek tek değiştirmek yerine gruplar halinde değiştirin: Bir sıra veya bölümde birden fazla alet önemli ölçüde aşınma gösterdiğinde, yalnızca en aşınmış tek tek aletler yerine grubun tamamını değiştirin. Karışık aşınmalı takım setleri, tambur boyunca eşit olmayan yük dağılımı oluşturarak, çok aşınmış takımların yanındaki yeni takımlara aşırı yük bindirir ve aşınmalarını hızlandırır. Aletlerin sistematik gruplar halinde değiştirilmesi, tambur boyunca tutarlı bir aşınma profili sağlar.
- Her takım değişiminde tutucuları inceleyin: Bir alet çıkarıldığında tutucu deliği çapını bir mastarla ölçün veya görünür oval aşınma, çatlama veya ısıdan kaynaklanan renk değişikliği olup olmadığını kontrol edin. Aşırı aşınmış bir tutucu deliği (tipik olarak nominal delik çapının 0,5 mm'den fazla üzerinde) yeni takım sapını doğru şekilde tutamaz, takımın dönmesini engeller ve yedek takımın zamanından önce aşınmasına neden olur. Aşınmış tutucuları tekrar kullanmak yerine hemen değiştirin.
- Takım tüketimini tambur konumuna göre kaydedin: Tambur üzerindeki hangi konumların takımları en hızlı tükettiğini takip etmek, belirli sıralarda yetersiz su püskürtme kapsamı, tambur bölümünde tutucunun yanlış hizalanması veya kesimin belirli alanlarında özellikle agresif kaplama koşulları gibi belirli operasyonel sorunlara işaret eden sistematik aşınma modellerini ortaya çıkarır. Bu veriler, takımların tepkisel olarak değiştirilmesi yerine, temel nedene sahip aşınma sorunlarının teşhis edilmesi ve düzeltilmesi açısından çok değerlidir.
- Doğru alet çıkarma ve takma araçlarını kullanın: Freze penalarını çıkarmak ve oturtmak için doğaçlama veya yanlış zımbaların ve kurulum aletlerinin kullanılması takım saplarına, tutucu deliklerine ve tutma yayı klipslerine zarar vererek hem takım tutma güvenliğini hem de dönüş performansını etkileyen uyum sorunlarına neden olur. Her zaman üreticinin belirttiği çıkarma ve kurulum aletlerini kullanın ve varil bakımı yapmalarına izin vermeden önce tüm saha personelini doğru prosedür konusunda eğitin.
- Yedek aletleri ve tutucuları doğru şekilde saklayın: Tungstenli karbür kırılgandır ve takımların metal bir depolama kutusuna gevşek bir şekilde atılması ve taşıma sırasında çarpışması durumunda ufalanabilir veya çatlayabilir. Yedek aletleri ayrı ayrı karbür uçlar arasındaki teması önleyen bölünmüş tepsilerde veya boru tarzı tutucularda saklayın. Dönüşü bozan ve gelecekte aletin çıkarılmasını zorlaştıran sap korozyonunu önlemek için saklamayı kuru tutun.
OEM ve Satış Sonrası Karbür Frezeleme Takımları Karşılaştırması: Gerçek Maliyet Farkı Nasıl Değerlendirilir?
Yol frezeleme müteahhitlerinin karşılaştığı en sık satın alma kararlarından biri, orijinal ekipman üreticisinin (OEM) tungsten karbür frezeleme takımlarını mı yoksa üçüncü taraf tedarikçilerin satış sonrası alternatiflerini mi kullanacağıdır. OEM ve satış sonrası karbür yol frezeleme uçları arasındaki fiyat farkı önemli olabilir - satış sonrası takımlar genellikle OEM eşdeğerlerine göre birim başına %30-60 daha ucuzdur - ancak ilgili karşılaştırma birim fiyat değil, takım ömrüne, arıza oranına ve tutucu hasarından veya yüzey kalitesi sorunlarından kaynaklanan alt maliyetlere bağlı olarak frezelenmiş kaplamanın metrekare başına maliyetidir.
Wirtgen, Kennametal, Element Six ve Betek gibi üreticilerin birinci sınıf OEM karbür frezeleme takımları, tedarik edildikleri makinelerin tambur konfigürasyonları ve çalışma koşulları için özel olarak tasarlanmış ve test edilmiştir. Belirli koşullarda tanımlanmış takım ömrü hedeflerini sağlamak için doğrulanmış, kesin olarak belirlenmiş karbür kaliteleri, optimize edilmiş uç geometrileri ve takım gövdesinin kontrollü ısıl işlemini kullanırlar. Birinci sınıf OEM takımlardaki karbür kalitesi ve uç geometrisi toleransları, birçok düşük maliyetli satış sonrası alternatife göre daha sıkı spesifikasyonlara tabi tutulur ve bu tutarlılık, daha öngörülebilir takım ömrüne ve hizmette daha düşük arıza oranlarına yansır.
Metalürjik kalite kontrolüne yatırım yapan, eşdeğer karbür kaliteleri kullanan ve hedef tutucu sistemlerle uyumlu boyutsal toleranslara göre üretim yapan saygın satış sonrası karbür frezeleme takımı tedarikçileri, gerçek değer sunabilir. Risk, daha kaba tane yapısına ve tutarsız kobalt içeriğine sahip düşük kaliteli karbür kaliteleri kullanan düşük kaliteli satış sonrası takımlarda, ucun gövdeye zayıf şekilde kontrol edilerek lehimlenmesinden erken uç kaybına neden olmasında veya tutucuya kötü uyum ve kısıtlı takım dönüşüyle sonuçlanan boyutsal toleranslarda yatmaktadır. Satış sonrası takımları değerlendirmek, sadece takım başına satın alma fiyatını karşılaştırmak yerine, metrekare başına toplam maliyeti (takım tüketim oranı, tutucu aşınması ve tüm kalite sorunlarını hesaba katarak) karşılaştıran kontrollü saha denemeleri yapmayı gerektirir. Maliyeti %40 daha az olan ancak iki kat daha hızlı aşınan bir takım, hiçbir maliyet tasarrufu sağlamaz ve artan tutucu aşınması ve tamburun çalışmama süresi nedeniyle ek maliyetler getirebilir.
Karbür Takım Spesifikasyonunun Yaygın Yol Frezeleme Uygulamalarıyla Eşleştirilmesi
Farklı yol frezeleme uygulamaları, tungsten karbür frezeleme takımlarından temelde farklı talepler doğurur ve tüm uygulamalarda genel amaçlı bir takım kullanmak nadiren en uygun maliyetli yaklaşımdır. Takım spesifikasyonunun uygulama tipine göre ayarlanması, satın alma hacmini değiştirmeden veya daha iyi fiyatlar için pazarlık yapmadan takım ekonomisini iyileştirmenin basit bir yoludur.
- Şehir içi yollarda yüzey tabakasının kaldırılması (0–40 mm derinlik): Bu, yol frezeleme yüklenicileri için en yüksek hacimli uygulamadır ve standart asfaltın orta makine hızlarında nispeten sığ kesilmesini içerir. Orta dereceli karbürdeki standart konik karbür uçlar uygun seçimdir. Öncelik, aşırı aşınma direnci yerine tutarlı takım ömrü ve yüzey kalitesidir ve standart kaliteler genellikle bu öngörülebilir koşullarda en iyi metrekare başına maliyet sonucunu sunar.
- Derin frezeleme ve tam derinlikli ıslah (40–300 mm): Derin frezeleme işlemleri, takımları yüzey frezelemeye göre önemli ölçüde daha yüksek yüklere ve sıcaklıklara maruz bırakır ve derinlikte oluşturulan daha büyük frezelenmiş malzeme parçaları, bireysel takımlar üzerinde daha fazla darbe yükü oluşturur. Birim maliyeti daha yüksek olmasına rağmen, güçlendirilmiş gövdeli ve daha yüksek darbe tokluğu için daha yüksek kobalt içerikli birinci sınıf karbür uçlar burada daha iyi bir seçimdir çünkü ağır darbe yüklemesi altında iyileştirilmiş tokluk, derin frezeleme uygulamalarında standart takımları ekonomik olmayan hale getiren uç kırılmalarını önler.
- Sert agregalı otoyol ve havaalanı frezeleme: Trafiğin yoğun olduğu otoyol kaplamalarında sıklıkla karbür aletlerin uçlarında aşırı aşınmaya neden olan kuvarsit veya granit agregası kullanılır. Yüksek aşınma koşullarında maksimum aşınma direnci için özel olarak formüle edilmiş ince taneli, düşük kobaltlı karbür kalitelerine sahip balistik uçlu karbür uçlar, bu uygulamalarda sürekli olarak standart uçlardan daha iyi performans göstererek, daha yüksek birim maliyete rağmen takım başına önemli ölçüde daha fazla metrekare sağlar.
- Beton kaplama frezeleme ve kazıma: Portland çimento beton frezeleme, karbür yol frezeleme takımları için en zorlu uygulamadır. Beton agreganın aşırı sertliği, büyük düzensiz malzeme parçaları ve aletler üzerinde yüksek darbe yükleri oluşturan betonun kırılgan kırılma davranışıyla birleştiğinde, ekstra kalın karbür uçlara, güçlendirilmiş çelik gövdelere ve saf sertliğin ötesinde tokluk için optimize edilmiş karbür kalitelerine sahip özel beton frezeleme uçları gerektirir. Betonda asfalt kazma uçlarının kullanılması yanlış bir ekonomidir; arıza oranı ve takım tüketimi, genel amaçlı ve betona özel takımlar arasındaki maliyet farkını çok aşacaktır.
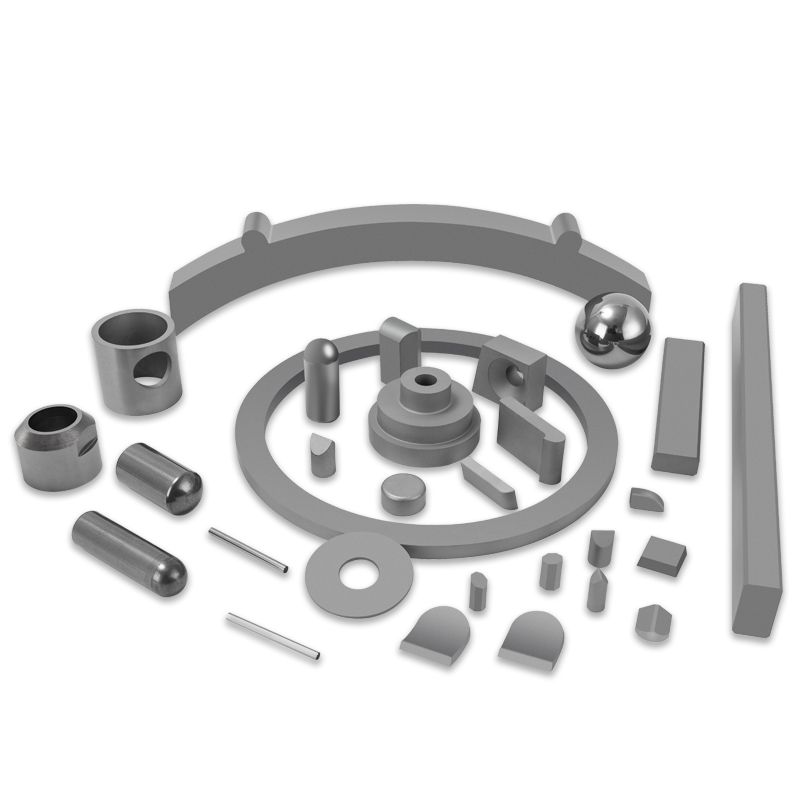
Ürünlerimiz //
İlgili Ürünler