TR
Tungsten Karbür: Ne Olduğu, Nasıl Yapıldığı ve Nerede Kullanıldığına İlişkin Tam Kılavuz
Sektör Haberleri-Tungsten Karbür Aslında Nedir ve Neden Bu Kadar Olağanüstü?
Tungsten karbür - genellikle WC olarak kısaltılır veya endüstriyel ortamlarda basitçe karbür olarak anılır - tungsten ve karbon atomlarının eşit oranlarda birleştirilmesiyle oluşturulan kimyasal bir bileşiktir. Saf bileşik formunda ince gri bir toz gibi görünür, ancak mühendislerin ve üreticilerin pratikte üzerinde çalıştığı malzeme semente tungsten karbürdür: tungsten karbür tozunun metalik bir bağlayıcıyla (çoğunlukla kobalt) son derece yüksek sıcaklık ve basınçlarda sinterlenmesiyle üretilen bir kompozit. Bu sinterleme işlemi, sert karbür parçacıklarını, hiçbir elemanın kendi başına sağlayamayacağı özellikleri bir araya getiren yoğun, katı bir malzeme halinde birleştirir: olağanüstü sertlik, olağanüstü aşınma direnci, yüksek basınç dayanımı, iyi termal iletkenlik ve çeliğin yaklaşık iki katı yoğunluk.
Tungsten karbürün özelliklerinin ardındaki rakamlar gerçekten etkileyicidir. Vickers ölçeğindeki sertliği, kaliteye ve kobalt içeriğine bağlı olarak genellikle 1400 ila 1800 HV arasındadır; sertleştirilmiş takım çeliğinden birkaç kat daha serttir ve yaklaşık 10000 HV'de bulunan elmasın sertliğine yaklaşır. Basınç dayanımı 6000 MPa'yı aşabilir ve bu da onu mühendislerin kullanabileceği en güçlü sıkıştırma malzemelerinden biri yapar. Yaklaşık 2870°C'lik erime noktası, diğer mühendislik malzemelerinin çoğunun çoktan yumuşadığı veya bozulduğu sıcaklıklarda mekanik özelliklerini koruduğu anlamına gelir. Bu özellikler toplu olarak semente tungstenli karbürün metal kesme ve madencilikten tıbbi cihazlar ve elektroniklere kadar çok çeşitli zorlu endüstriyel uygulamalarda neden vazgeçilmez hale geldiğini açıklamaktadır.
Tungsten Karbür Nasıl Üretilir: Ham Cevherden Bitmiş Kaliteye
Çimento üretimi tungsten karbür tungsten cevheri madenciliği ile başlayan ve özellikleri sıkı toleranslarla kontrol edilen hassas bir şekilde tasarlanmış kompozit malzeme ile biten çok aşamalı bir süreçtir. Üretim zincirini anlamak, tungsten karbür kalitelerinin performans özellikleri açısından neden farklılık gösterdiğini ve hammadde kalitesi ile işleme koşullarının, bitmiş malzemenin özellikleri üzerinde neden bu kadar doğrudan bir etkiye sahip olduğunu açıklığa kavuşturur.
Tungsten Cevheri Çıkarma ve İşleme
Tungstenin birincil ticari kaynakları şelit (kalsiyum tungstat, CaWO₄) ve wolframit (demir manganez tungstat) mineralleridir. Çin, dünya üretiminin yaklaşık %80'ini oluşturarak küresel tungsten üretimine hakimdir ve Rusya, Vietnam, Kanada ve Bolivya'da da önemli miktarda yatak bulunmaktadır. Çıkarılan cevher ilk önce tungsten içeriğini artırmak için yüzdürme ve yerçekimiyle ayırma yoluyla konsantre edilir, ardından tungsten tedarik zincirindeki en yaygın ara form olan amonyum paratungstat (APT) üretmek için kimyasal olarak işlenir. APT daha sonra yüksek sıcaklıkta hidrojen atmosferi altında indirgenerek tungsten metal tozu üretilir ve bu toz daha sonra yüksek sıcaklıktaki bir fırında karbonla reaksiyona sokularak tungsten karbür tozu üretilir. Bu WC tozunun mikrondan onlarca mikrona kadar değişebilen parçacık boyutu, bitmiş semente karbürün tane boyutunu ve sertliğini doğrudan belirleyen kritik bir parametredir.
Karıştırma, Frezeleme ve Bağlayıcı Ekleme
Tungsten karbür tozu, tane büyüme inhibitörleri (genellikle yüzde altı eklemelerde vanadyum karbür veya krom karbür) ve presleme yağlayıcıları gibi diğer katkı maddelerinin yanı sıra, hedef dereceye bağlı olarak ağırlıkça %3 ila %25 arasındaki konsantrasyonlarda en yaygın bağlayıcı olan kobalt tozuyla harmanlanır. Bu karışım daha sonra, iyice karıştırmayı sağlamak, topakları parçalamak ve hedef parçacık boyutu dağılımına ulaşmak için uzun bir süre boyunca (tipik olarak 24-72 saat) bir bilyeli değirmende ıslak öğütülür. Öğütülmüş bulamaç, preslemeye uygun tutarlı parçacık boyutuna ve yoğunluğa sahip, serbest akışlı granüle edilmiş bir toz üretmek üzere püskürtülerek kurutulur. Bu aşamada karıştırmanın tekdüzeliği kritik öneme sahiptir: toz boyunca bağlayıcı madde dağılımındaki herhangi bir değişiklik, sinterlenmiş parçada hem mekanik performansı hem de güvenilirliği tehlikeye atan yerel özellik değişiklikleri üretecektir.
Presleme ve Şekillendirme
Püskürterek kurutulan toz, çeşitli presleme yöntemlerinden biri kullanılarak istenen ağa yakın şekle sıkıştırılır. Tek eksenli kalıp presleme, yüksek hacimli üretimde kesici uçlar, çubuklar ve aşınan parçalar gibi basit şekiller için kullanılır. Basıncın akışkan bir ortam aracılığıyla tüm yönlerden eşit şekilde uygulandığı izostatik presleme, daha karmaşık şekiller için kullanılır ve daha tutarlı sinterlenmiş özelliklere dönüşen daha düzgün yeşil yoğunluk üretir. Ekstrüzyon, uzun çubuklar ve tüpler üretmek için kullanılır. Soğuk presleme, taşıma için yeterli güce sahip olan ancak nihai özelliklerini geliştirmek için yine de sinterlenmesi gereken "yeşil" bir kompakt üretir. Bazı karmaşık şekiller, karbür-bağlayıcı-polimer karışımının, ayırma ve sinterleme öncesinde enjeksiyonla kalıplanmasıyla (metal enjeksiyonlu kalıplama veya MIM işlemi) üretilir.
Sinterleme
Sinterleme is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Taşlama ve Bitirme
Sinterlenmiş tungstenli karbür, geleneksel kesici aletlerle işlenemeyecek kadar zordur; kesici aletler, aşınan parçalar ve hassas bileşenler için gerekli olan sıkı boyut toleranslarını ve yüzey bitirme kalitesini elde etmek amacıyla elmas aşındırıcı diskler kullanılarak taşlanmalıdır. Semente karbürün elmasla taşlanması, beceri gerektiren ve yoğun sermaye gerektiren bir işlemdir ve taşlama işlemi parametreleri (taş özellikleri, taşlama sıvısı, ilerleme hızları ve bileme sıklığı) bitmiş parçanın hem boyutsal doğruluğunu hem de yüzey altı durumunu önemli ölçüde etkiler. Uygun olmayan taşlama, kesici kenarların tokluğunu ve yorulma ömrünü azaltan artık çekme gerilimlerine veya mikro çatlaklara neden olabilir. Kesici takım uygulamaları için, taşlanmış kenarlar genellikle kenar hazırlığı ile daha fazla işlenir; bu, işleme operasyonlarının darbesi ve termal döngüsü altında kesici kenardaki talaşlanmayı azaltarak takım ömrünü artıran tanımlanmış bir kenar yarıçapı üreten kontrollü bir honlama veya fırçalama işlemidir.
Tungsten Karbür Kalitelerini ve Sayıların Ne Anlama Geldiğini Anlamak
Ticari semente tungstenli karbür tek bir malzeme değildir; kobalt içeriği, karbür tane boyutu ve titanyum karbür (TiC), tantal karbür (TaC) ve niyobyum karbür (NbC) gibi diğer karbür fazlarının eklenmesiyle özellikleri sistematik olarak değiştirilen bir kalite ailesidir. Derecelendirme sistemini anlamak, mühendislerin ve satın alma uzmanlarının, optimalin altında olabilecek genel amaçlı bir tercihi varsayılan olarak kullanmak yerine, kendi özel uygulamaları için en uygun kaliteyi seçmelerine yardımcı olur.
| Sınıf Özelliği | Düşük Kobalt (%3–6 Co) | Orta Kobalt (%8-12 Co) | Yüksek Kobalt (%15–25 Co) |
| Sertlik | Çok yüksek (1700–1800 HV) | Yüksek (1400–1600 HV) | Orta (1000–1300 HV) |
| Aşınma direnci | Mükemmel | iyi | Orta |
| Sağlamlık / darbe dayanımı | Daha düşük | iyi | Yüksek |
| Enine kopma mukavemeti | Orta | Yüksek | Çok yüksek |
| Yoğunluk (g/cm³) | ~15.0–15.3 | ~14,3–14,9 | ~13.0–14.0 |
| Tipik uygulamalar | Hassas aşınma parçaları, tel çekme kalıpları, conta halkaları | Metal kesme uçları, parmak frezeler, matkaplar | Madencilik kazmaları, yol frezeleme takımları, kaya delme uçları |
Tane büyüklüğü, bir tenörün özellik dengesini belirlemek için kobalt içeriğiyle etkileşime giren, aynı derecede önemli bir değişkendir. İnce taneli kaliteler (1 mikronun altında WC tane boyutu, mikron altı veya ultra ince olarak sınıflandırılır), daha iri taneli kalitelere kıyasla belirli bir kobalt içeriğinde önemli ölçüde daha yüksek sertlik ve aşınma direnci elde ederken, orta taneli kaliteler (1-3 mikron) dengeli bir sertlik-tokluk kombinasyonu sunar ve kaba taneli kaliteler (3 mikronun üzerinde), sertliğin bir miktar maliyetiyle tokluğu maksimuma çıkarır. Semente karbür kesme kaliteleri için ISO tanımlama sistemi - P, M, K, N, S, H - kaliteleri kesmek üzere tasarlandıkları iş parçası malzemesi türüne göre sınıflandırır ve temel metalurji hakkında ayrıntılı bilgi olmadan bile kesici takım kalitesi seçimi için pratik bir başlangıç noktası sağlar.
Tungsten Karbürün Başlıca Endüstriyel Uygulamaları
Semente edilmiş tungstenli karbür, olağanüstü çeşitlilikte endüstri ve uygulamalarda kullanılmaktadır. Hepsinde ortak nokta, geleneksel malzemelerin zamanından önce bozulduğu zorlu çalışma ortamlarında hayatta kalabilmek için sertliği, aşınma direncini ve yeterli dayanıklılığı birleştiren bir malzemeye duyulan ihtiyaçtır. Aşağıdaki sektörler hacim ve teknik öneme göre en önemli uygulamaları temsil etmektedir.
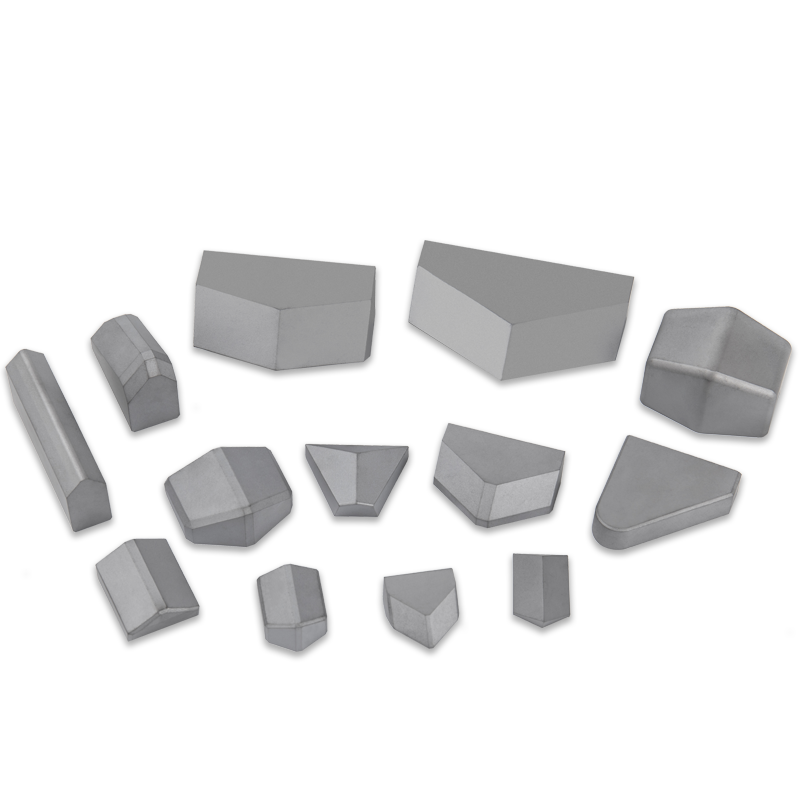
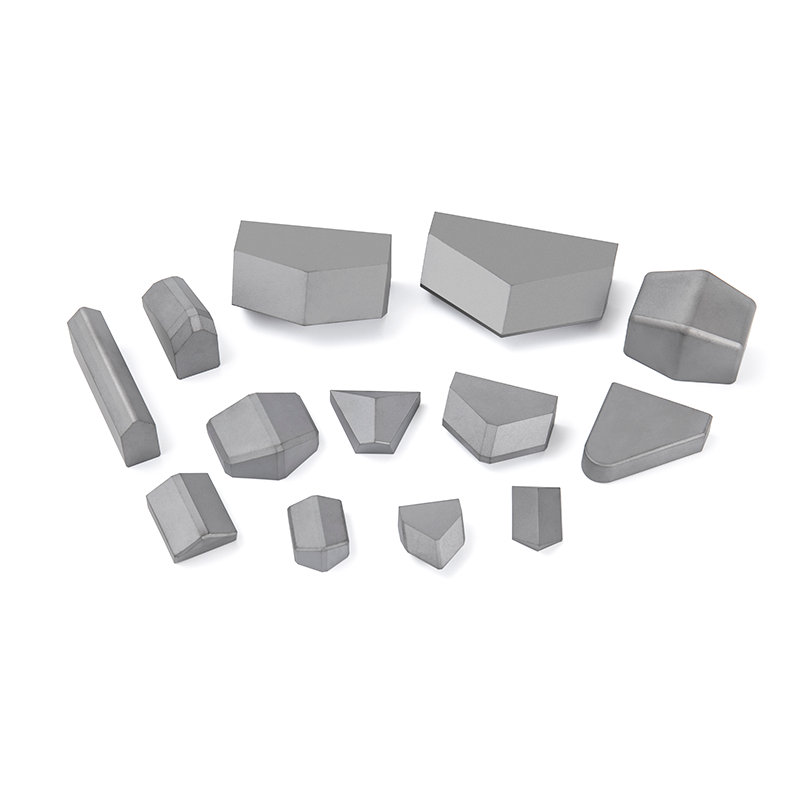
Metal Kesim ve Talaşlı İmalat
Metal kesme (kesici takımlar kullanarak metal iş parçalarından malzeme çıkararak hassas bileşenlerin imalatı) semente tungstenli karbür için değer açısından en büyük tek uygulamadır. Karbür değiştirilebilir kesici uçlar, yekpare karbür parmak frezeler, karbür matkaplar ve karbür delik işleme baraları, modern CNC işleme merkezlerinde yüksek hızlı çelik kesici takımların yerini büyük ölçüde almıştır çünkü bunlar, keskin kesme kenarlarını çok daha uzun süre korurken, HSS'den üç ila on kat daha yüksek kesme hızlarında çalışabilirler. Bu, doğrudan daha yüksek makine verimliliği, parça başına daha düşük maliyet ve işlenmiş bileşenlerde daha iyi yüzey kalitesi ve boyutsal tutarlılık anlamına gelir. Tornalama, frezeleme ve delme operasyonlarında kullanılan kesici uçlar tipik olarak fiziksel buhar biriktirme (PVD) veya kimyasal buhar biriktirme (CVD) işlemleriyle uygulanan bir veya daha fazla sert seramik kaplama katmanıyla kaplanır - titanyum nitrür (TiN), titanyum karbonitrit (TiCN), alüminyum oksit (Al₂O₃) ve alüminyum titanyum nitrür (AlTiN) en yaygın olanlardır. Bu kaplamalar, takım ömrünü daha da uzatan ve özellikle çevre ve maliyet nedenleriyle kesme sıvısı kullanımının en aza indirildiği kuru veya neredeyse kuruya yakın işlemede daha yüksek kesme hızlarına olanak tanıyan ek bir aşınmaya dirençli katman ekler.
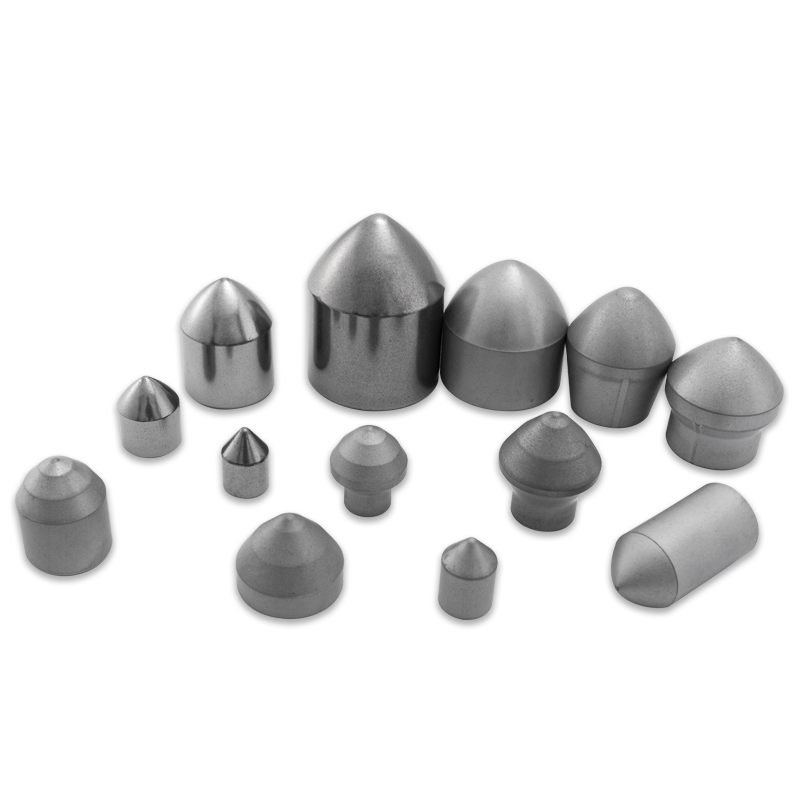
Madencilik, Sondaj ve Kaya Kazısı
Madencilik ve inşaat sondajı, tungsten karbür için ikinci en büyük uygulama kategorisini temsil eder ve matkap uçları, döner kesici uçlar, yükseltmeli delik işleme kafaları ve tünel delme makinesi (TBM) disk kesicileri biçiminde muazzam miktarda yüksek kobaltlı, tokluk açısından optimize edilmiş kaliteler tüketir. Petrol ve gaz sondajına yönelik Tricone makaralı konik matkap uçları, binlerce metre derinlikteki kaya oluşumlarını kesmek için uç başına yüzlerce karbür kesici uç kullanır. Yerüstü ve yeraltı madenciliği için kullanılan darbeli matkap uçları, pnömatik veya hidrolik sondaj ekipmanlarının aşındırıcı kayalarda tekrarlanan yüksek enerjili etkilerine dayanması gereken karbür düğmeler kullanır. Uzunayak madencilik kesici kazmalarında ve sürekli madenci tamburlu kazmalarında, yer altı kömür madenlerinde kömür ve yumuşak kayaları kesmek için karbür uçlu aletler kullanılır. Bu uygulamaların her birinde karbür kalitesi, hedef kaya türünde karşılaşılan spesifik aşınma ve darbe kombinasyonuna maksimum direnç sağlayacak şekilde dikkatlice optimize edilmelidir; çünkü çok sert bir kalite darbe altında kırılırken, çok yumuşak bir kalite aşındırıcı koşullarda hızla aşınır.
Tel Çekme ve Metal Şekillendirme Kalıpları
Tungsten karbür kalıplar tel çekme için standart malzemedir; metal telin çapının, giderek daha küçük kalıp açıklıklarından çekilerek azaltılması işlemidir. Karbürün sağladığı aşırı sertlik, aşınma direnci ve basınç dayanımı kombinasyonu, tel çekme kalıplarının, çok yüksek uzunluktaki tellerin (değiştirilmeden önce potansiyel olarak kalıp başına yüzbinlerce metre) işlenmesi yoluyla hassas açıklık geometrilerini korumalarına olanak tanırken aynı zamanda kalıp yüzeyinde üretilen çok yüksek temas basınçlarına da dayanır. Karbür kalıplar, birkaç milimetreden 0,1 mm'nin altındaki ince tellere kadar çap aralığında çelik, bakır, alüminyum ve özel alaşımlı tellerin çekilmesi için kullanılır. Tel çekmenin ötesinde karbür, yüksek üretim hacimlerinde boyutsal doğruluğu ve yüzey kalitesini korumak için döngüsel yükleme altında aşınma direnci ve basınç dayanımı kombinasyonunun gerekli olduğu soğuk şekillendirme kalıplarında, derin çekme zımbalarında, diş haddeleme kalıplarında ve ekstrüzyon takımlarında yaygın olarak kullanılır.
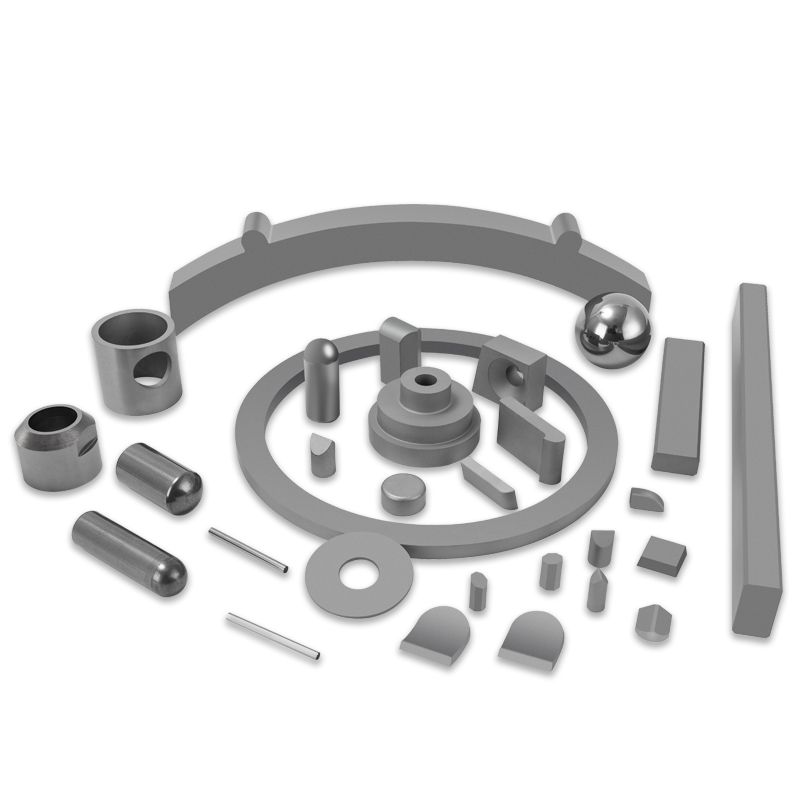
Aşınma Parçaları ve Yapısal Bileşenler
Tungsten karbürün aşınma parçası ve yapısal bileşen uygulaması, kağıt ve baskı, gıda işleme, elektronik imalatı, tekstil makineleri ve pompalama sistemleri gibi çok çeşitli endüstrilerde kullanılan çok geniş bir ürün yelpazesini kapsar. Aşındırıcı püskürtme ve püskürtme sistemlerine yönelik karbür nozullar, aşındırıcı parçacıkların aşındırıcı etkisine çelik alternatiflerinden çok daha uzun süre dayanır. Aşındırıcı çamurlarla çalışan pompalardaki mekanik salmastralara yönelik karbür sızdırmazlık yüzeyleri, milyonlarca çalışma döngüsü boyunca yüzey kalitesini ve düzlüğünü korur. Tel ve boru üretim hatlarındaki karbür kılavuz ruloları ve şekillendirme ruloları, uzun üretim süreçleri boyunca boyutsal doğruluğu korur. Aşındırıcı veya aşındırıcı proses sıvılarını işleyen akış kontrol valflerindeki karbür valf yuvaları ve bilyeler, geleneksel metal alternatiflerine göre çok daha uzun hizmet ömrü sağlar. Her durumda, karbürün belirlenmesine yönelik ortak etken, aksi takdirde sık sık değiştirme, makinenin aksama süresi ve buna bağlı üretim kayıpları gerektirecek erken aşınma arızalarının ortadan kaldırılmasıdır.
Tıbbi ve Dişçilik Aletleri
Semente tungstenli karbür, sertliğinin, biyouyumluluğunun, korozyon direncinin ve tekrarlanan sterilizasyon döngüleri yoluyla keskin bir kesici kenarı tutabilme yeteneğinin onu paslanmaz çelikten üstün kıldığı tıbbi ve dişçilik uygulamalarında kullanılır. Çalışma yüzeylerinde karbür uçlarla üretilen cerrahi makaslar, iğne tutucular ve kesme pensleri, tamamen çelik eşdeğerlerine göre çok daha fazla sterilizasyon ve kullanım döngüsü sayesinde daha keskin, daha hassas kesme performansı sağlar. İşlemler sırasında diş minesini ve kemiği kesmek için kullanılan diş frezleri, çeliğe kıyasla üstün kesme verimliliği ve uzun ömürlülüğü nedeniyle neredeyse yalnızca karbürden yapılır. Raybalar, raspalar ve kemik testereleri dahil ortopedik kesme aletlerinde, gelişmiş kesme performansı ve daha uzun servis ömrü için karbür kullanılır. Tıbbi uygulamaların katı temizlik ve biyouyumluluk gereksinimleri, bu kullanımlar için yalnızca kontrollü eser element seviyelerine sahip belirli yüksek saflıkta karbür kalitelerinin uygun olduğu anlamına gelir.
Tungsten Karbür Kaplamalar: Karbür Performansını Elde Etmenin Farklı Bir Yolu
Katı semente karbür bileşenlerin ötesinde, tungstenli karbür, en yaygın olarak yüksek hızlı oksijen yakıtı (HVOF) püskürtme ve plazma püskürtme olmak üzere termal püskürtme işlemleri kullanılarak çelik ve diğer alt tabaka malzemeleri üzerine yüzey kaplaması olarak yaygın şekilde uygulanır. Tungsten karbür kaplama uygulamalarında amaç, çalışma yüzeyindeki karbürün aşınma direncini ve sertliğini çelik alt tabakanın tokluğu, işlenebilirliği ve düşük maliyeti ile birleştirerek hiçbir malzemenin tek başına sağlayamayacağı bir performans dengesi sağlamaktır.
HVOF püskürtmeli tungsten karbür-kobalt (WC-Co) ve tungsten karbür-kobalt-krom (WC-CoCr) kaplamalar, dünya çapında aşınma ve erozyon koruması için en yaygın kullanılan termal sprey kaplamalardır. HVOF işlemi, karbür bağlayıcı toz parçacıklarını alt tabakaya çarpmadan önce çok yüksek hızlara hızlandırır ve sinterlenmiş karbürünkine yaklaşan sertliğe ve çok düşük gözenekliliğe sahip yoğun, iyi bağlanmış kaplamalar üretir. Bu kaplamalar, korozyon ve aşınma koruması için sert krom kaplamanın yerine uçak iniş takımı bileşenlerinde, aşındırıcı bulamaç hizmetinde pompa milleri ve manşonlarında, geri dönüştürülmüş elyaf içeriğinden kaynaklanan aşındırıcı aşınmaya maruz kalan kağıt makinesi rulolarında, hidrolik silindir çubuklarında ve daha büyük bir çelik yapının ömrünü uzatan sert, aşınmaya dayanıklı bir yüzeyin en uygun maliyetli mühendislik çözümü olduğu diğer birçok bileşende kullanılır. Kaplama kalınlığı tipik olarak 100 ila 400 mikron arasında değişir ve kaplanmış yüzey, püskürtme sonrasında hassas boyut toleranslarına ve yüzey kalitesine göre taşlanabilir.
Semente Tungsten Karbürün Temel Fiziksel ve Mekanik Özellikleri
Yeni bir uygulama için tungsten karbürü belirleyen veya alternatif malzemelerle karşılaştıran mühendisler için, onun fiziksel ve mekanik özellik aralığına ilişkin net bir tabloya sahip olmak çok önemlidir. Aşağıdaki tablo, semente WC-Co karbür için tipik kalite aralığındaki en önemli özellikleri özetlemektedir.
| Mülkiyet | Tipik Aralık (WC-Co sınıfları) | Çelikle Karşılaştırma |
| Vickers Sertliği (HV) | 1000 – 1800 HV | Sertleştirilmiş takım çeliğinden 3–7 kat daha sert |
| Yoğunluk (g/cm³) | 13.0 – 15.5 | ~1,7–2× çelikten daha yoğun |
| Young Modülü (GPa) | 500 – 700 GPa | ~2,5–3,5 kat çelikten daha sert |
| Basınç Dayanımı (MPa) | 3500 – 7000 MPa | Sıkıştırma açısından çelikten çok daha yüksek |
| Enine Kopma Dayanımı (MPa) | 1500 – 4000 MPa | Sertleştirilmiş çelikle karşılaştırılabilir veya ondan daha iyi |
| Kırılma Tokluğu (MPa·m½) | 8 – 22 MPa·m½ | Daha düşük than steel; brittle in tension |
| Isıl İletkenlik (W/m·K) | 70 – 110 W/m·K | Yükseker than most steels |
| Termal Genleşme Katsayısı (×10⁻⁶/°C) | 4,5 – 6,5 | ~ çeliğin yarısı kadar; bağlı montajlarda dikkate alın |
| Erime Noktası (°C) | ~2870°C (WC bileşiği) | Çelikten çok daha yüksek (~1400°C) |
Tungsten Karbürün Geri Dönüşümü ve Sürdürülebilirliği
Tungsten, arz yoğunlaşması riskleri (Çin'in küresel birincil üretimin büyük çoğunluğunu kontrol etmesi) ve stratejik endüstrilerdeki önemli rolü nedeniyle hem Avrupa Birliği hem de ABD tarafından kritik bir hammadde olarak sınıflandırılıyor. Bu tedarik riski, tungstenin yüksek ekonomik değeriyle birleştiğinde, tungsten karbür hurdasının geri dönüştürülmesini küresel tungsten tedarik zincirinin önemli bir bileşeni haline getiriyor. Küresel olarak tüketilen tungstenin yaklaşık %30-40'ı şu anda geri dönüştürülmüş karbür hurdadan elde edilmektedir; bu oran, endüstrinin gelişmiş toplama ve işleme altyapısı yoluyla aktif olarak artırmaya çalıştığı bir orandır.
Kullanılmış tungstenli karbür için çeşitli yerleşik geri dönüşüm yolları mevcuttur. Çinko geri kazanım işlemi, yaklaşık 900°C'de erimiş çinko ile reaksiyona girerek kobalt bağlayıcıyı çözer ve vakumlu damıtma yoluyla çinkonun çıkarılmasından sonra yeniden kullanım için tungsten karbür taneciklerini sağlam bırakır. Bu işlem, geri kazanılan WC tozunun karbür üretiminde yeniden kullanılacağı durumlarda tercih edilir çünkü tane boyutunu korur ve tungsteni tekrar element formuna dönüştürmek için gereken enerji yoğun kimyasal işlemden kaçınır. Soğuk akış işlemi, kullanılmış karbürü mekanik olarak ince toz halinde parçalamak ve geri dönüşüm için işlenmemiş tozla harmanlamak için yüksek hızlı darbe kullanır. APT yolu da dahil olmak üzere kimyasal dönüşüm süreçleri, tüm karbür kompaktını çözer ve tungsteni amonyum paratungstat yoluyla kimyasal olarak saflaştırarak yeni WC tozuna karbürleştirilebilen birincil tungstene eşdeğer malzeme üretir. Tungsten karbür hurdanın ekonomik değeri, kesici takım, madencilik takımı ve aşınma parçası endüstrilerinde küresel olarak faaliyet gösteren yerleşik toplama ve işleme ağları ile onu en aktif şekilde geri dönüştürülen endüstriyel malzemelerden biri haline getirmektedir.
Tungsten Karbür Hakkında Düzeltilmesi Gereken Yaygın Yanılgılar
Tungstenli karbürle ilgili çeşitli kalıcı yanlış anlamalar hem teknik hem de tüketici bağlamlarında dolaşmaktadır ve bunların doğrudan ele alınması, malzemenin neleri yapıp neleri yapamayacağı konusunda gerçekçi beklentilerin oluşturulmasına yardımcı olur.
- "Tungsten karbür kırılmazdır": Bu, özellikle tungsten karbür takılar ve tüketici ürünleri bağlamında en yaygın yanlış anlamalardan biridir. Semente karbür son derece sert ve aşınmaya dayanıklıdır, ancak aynı zamanda gerilim altında da kırılgandır; çeliğe kıyasla nispeten düşük kırılma dayanıklılığına sahiptir ve yeterli darbe veya çekme gerilimine maruz kaldığında çatlayabilir veya parçalanabilir. Örneğin bir tungsten karbür halka, acil bir durumda altın bir halkanın yaptığı gibi bükülemez; belirli bir teknik kullanılarak kırılması gerekir. Karbürü aşınma uygulamaları için bu kadar etkili kılan sertlik, onu darbeyle kırılmaya karşı savunmasız kılan kırılganlıktan ayrılamaz.
- "Bütün tungstenli karbürler aynıdır": "Tungstenli karbür" ifadesi, kobalt içeriğine, tane boyutuna ve ek karbür fazlarına bağlı olarak önemli ölçüde farklı özelliklere sahip bir kalite ailesini kapsar. %20 kobalt içeren bir madencilik kazma kalitesi, %6 kobalt ve mikron altı tane boyutuna sahip hassas aşınma parçası kalitesinden çok farklı sertlik, aşınma direnci ve tokluk özelliklerine sahiptir. "Tungsten karbür"ün kalite belirtilmeden belirtilmesi çoğu mühendislik uygulaması için yetersiz bilgi sağlar.
- "Tungsten karbür çizilemez": Semente karbür, metallere kıyasla çizilmeye son derece dayanıklı olsa da, kendisinden daha sert malzemeler (en önemlisi elmas, kübik bor nitrür (CBN) ve bazı seramik malzemeler) tarafından çizilebilir. Elmas kaplı aşındırıcılar ve CBN taşlama taşları, daha sert olmaları ve karbür yüzeyinden malzeme çıkarabilmeleri nedeniyle tungsten karbür parçaları hassas bir şekilde taşlamak ve bitirmek için rutin olarak kullanılır.
- "Daha yüksek kobalt her zaman daha düşük kalite anlamına gelir": Bu, sağlamlık ve darbe direnci gerektiren uygulamalar bağlamında yanlıştır. Yüksek kobaltlı kaliteler, darbe dayanımının birincil gereklilik olduğu madencilik kazmaları ve ağır darbeli kesme gibi uygulamalar için özel olarak tasarlanmıştır. Bu uygulamalarda maksimum sertliğe göre seçilen düşük kobaltlı kalite hızla kırılır. Doğru kobalt seviyesi, belirli bir uygulama için optimum sertlik ve tokluk dengesini sağlayan seviyedir; ne evrensel olarak yüksek ne de evrensel olarak düşük.
- "Tungsten karbür takımların hiçbir zaman değiştirilmesine gerek yoktur": Tungsten karbür takımlar çoğu uygulamada çelik alternatiflerine göre çok daha yavaş aşınır, ancak aşınırlar ve sonunda değiştirilmeleri veya yenilenmeleri gerekir. Karbür takımların ekonomisi, sonsuz servis ömrüne değil, aşınmaya daha az dirençli alternatiflerle karşılaştırıldığında değiştirme sıklığını ve maliyetini azaltan üstün aşınma ömürlerine dayanmaktadır. Uygun aşınma sınırında düzenli inceleme ve proaktif değiştirme, genellikle ilgili bileşenlerde ek hasara neden olan karbür takımları arızayı tamamlayacak şekilde çalıştırmaktan her zaman daha iyidir.
Ürünlerimiz //
İlgili Ürünler